Preferences
Privacy is important to us, so you have the ability to disable certain types of storage that may not be necessary for basic website operation. Blocking categories may affect your experience on the Web site. Learn more.


Privacy is important to us, so you have the ability to disable certain types of storage that may not be necessary for basic website operation. Blocking categories may affect your experience on the Web site. Learn more.
4M
An analytical framework that identifies the four fundamental variables that make up every production process. The 4Ms are used to assess the state of a process, diagnose deviations, and systematically identify the root cause of problems. The first three Ms refer to resources; the fourth describes the way in which those resources are utilized.
In a Lean, the four Ms stand for:
Material - The material entering the process is free of defects, available in the correct quantity, and available at the right time. Material issues include defects from suppliers, shortages, incorrect specifications, or inconsistent quality.
Machine - equipment and tools operate reliably, without unplanned breakdowns, wear, or variations in output. Machine issues are a common cause of variation in quality and cycle time.
Human - Employees possess the necessary skills, perform their work according to established procedures, and are available when needed. Human-related variation arises from insufficient training, unclear instructions, or deviations from the standard.
Method - The work is carried out according to standardized processes and procedures. The method is the connecting factor: without a defined and understood way of working, the other three M’s cannot be maintained consistently.
.png)
Application: diagnosis and day-to-day management
Thestrength of the 4Ms lies in their use as a diagnostic tool. When a problem arises, such as a quality deviation, a machine stoppage, or a production shortfall, the 4M framework offers a structured way to identify the root cause: is it due to the material, the machine, the person, or the method? This prevents teams from jumping straight to solutions without understanding the actual cause.
The 4Ms also form the standard categories of the Ishikawa diagram, also known as a fishbone diagram or cause-and-effect diagram. This is a widely used tool for problem-solving and root cause analysis.
In Toyota’s day-to-day management, supervisors systematically review the 4Ms during their rounds on the shop floor: are all four M’s in order, or is there a deviation somewhere that requires attention? Combined with visual management and an andon system, the 4Ms thus form the foundation of proactive process management.
The 5S are five related terms that begin with the letter "S" and describe workplace activities related to visual control and Lean . The five Japanese terms are:

The 5S are often translated in English as Sort, Straighten, Shine, Standardize and Sustain; in Dutch they are translated as Separate, Arrange, Clean, Standardize and Maintain. Some Lean practitioners add a sixth S of Safety: establish safety procedures and introduce them in the workplace and office.
Toyota, however, has traditionally worked with only 4S:
1. Sifting (Seiri): Go through everything in the workplace, separating and eliminating what is not needed.
2. Sort (Seiton): Arrange the items needed in a neat and user-friendly way.
3. Clean Sweep (Seiso): Clean and inspect the work area, equipment and tools.
4. Spic and span (Seiketsu): The order and cleanliness that result from disciplined execution of the first three S's.
The last S - Shitsuke (Sustain) - is omitted because it becomes redundant within Toyota's system of daily, weekly and monthly audits to check standardized work. Whether 4, 5 or 6 S are used, the main point is that efforts are systematic and essential for Lean production. 5S is not a stand-alone program that can be pulled out separately.
The habit of repeatedly asking yourself the enabling question as soon as you encounter a problem. That way you get beyond the visible symptoms and get to the root causes of a problem.
Taiichi Ohno illustrates the operation of 5×waardoor using this example about a machine that no longer works (Ohno 1988, p. 17):
1. What caused the machine to stop? It was overcharged and the fuse blew.
2. What caused it to be overloaded? The bearing was not lubricated well enough.
3. What caused the bearing not to be lubricated? The lube pump was not pumping properly.
4. What caused the lube oil pump not to pump properly? The shaft of the pump was worn and rattled.
5. What caused the shaft to wear out? There was no filter on it, so metal shavings got into it....
Managers who do not ask themselves the making question several times only replace the fuse or pump, after which the error reoccurs. The number five is arbitrary. It's more about continuing to ask until you get to the root cause and can eliminate it.
Taiichi Ohno created a categorization of the seven main forms of waste commonly found in mass production:
The A3 method is a technique developed by Toyota for summarizing problem-solving, analysis, corrective actions, and an action plan in a structured manner on a single sheet of A3-sized paper (420 × 297 mm), often supplemented with visual aids such as charts or sketches.
The A3 structure follows the scientifically proven PDCA cycle (Plan-Do-Check-Act) and encourages the author to think clearly, concisely, and logically. As a result, an A3 is more than just a reporting format: it is a tool for thinking and communication that contributes to shared understanding and continuous improvement within an organization.
At Toyota, A3s are routinely used for problem-solving, progress reporting, and planning activities such as value stream mapping. A key component of the A3 methodology is the dialogue the document fosters between employees and managers. The document guides the thought process, not just the outcome.
Below is an example of a completed A3:

Would you like to get started with creating A3s and gain a solid understanding of the concept behind them? Then we recommend the book *Managing to Learn *. This book is the definitive guide in Lean it comes to A3 problem-solving. The book is available in our webshop in both Dutch and English.
Not interested in reading a book and looking for much more practical guidance and/or support in creating A3s for your organization? Then we recommend our Lean Green Belt . Everything is focused on ensuring that you successfully complete an A3 project within your organization. In fact, creating an A3 is the most important part of the certification process.
A way of regulating the working relationships between two machines or operations to prevent overproduction and ensure balanced use of resources.
In the illustration, both machines and the conveyor belt will start running only when three conditions are met: machine A is full, the conveyor belt contains the standard amount of work in progress (in this case, one piece), and machine B is empty. When those conditions are met, all three parts start moving. They then wait until the conditions are met again.

Segmenting parts numbers into groups based on demand. Lean thinkers use this analysis to determine how many and which products to stock.
A-items go fast, C-items go slow and B-items are in between. Examples of C-items are rare color combinations or constructions, special versions and replacement parts.
The tendency in any multi-step process that customer demand in an earlier, upstream process is more erratic (i.e., experiences more demand variation) than actual production or demand in the next, downstream process. This is also called the Forrester effect (after Jay Forrester of the Massachusetts Institute of Technology, who was the first to mathematically characterize this phenomenon in the 1950s), the pendulum effect or the whiplash effect .
The two main causes of amplification of demand at the time orders are received upstream in the value stream are:
The longer the delays, the greater the amplification. This is because more work is then done on the basis of forecasts (which become less accurate the further into the future the forecasts are) and more adjustments are made to orders (by system algorithms that add extra numbers for certainty).
To minimize amplification of demand, Lean thinkers try to use levelized pull systems with frequent off-take at each stage of the value stream for production and delivery instructions.

The graph shows a typical situation where the variation in demand on the customer side of the value stream (Alpha) is modest, about +/- 3% per month. But as orders through Beta and Gamma move upstream through the value stream, they become highly erratic; ultimately, the orders Gamma sends to its commodity supplier fluctuate by +/- 35% per month.
Such a graph is an excellent way to make companies more aware of the degree of amplification present in a production system. If demand amplification could be fully captured, the variation in orders at any point within this value stream would be +/- 3%, a percentage that reflects the true variation in end customer demand.
Andon is the Japanese word for "lamp" and refers to a visual management system that makes the status of a production process visible at a glance. A key feature is not only the detection of a deviation, but also the immediate triggering of a response—from operator to team leader or from machine to system.
An Andon provides information on a variety of situations: production status (which machines are active), deviations (such as downtime, quality issues, processing errors, or material shortages), and necessary actions such as changeovers. The ratio of planned to actual output can also be displayed via an Andon.
A classic version is an illuminated panel with numbers corresponding to workstations or machines. As soon as a problem is detected by a sensor or because an operator pulls a cord or presses a button, the corresponding number lights up. This signal requires an immediate response from the team leader. Another common form is colored lights on top of machines: red for a problem, green for normal operation.


The andon is closely linked to the principle of jidoka: by immediately highlighting problems and halting the line if necessary, it prevents errors from propagating further down the line.
A philosophy for flexible staffing of a production process (especially a cell) in which the number of operators increases or decreases with production volume. In this way, the amount of human effort required per part produced can be almost linear as the volume changes. Toyota calls this concept a "flexible labor line.
A means of shutting down a production process at the moment a defect or problem occurs.
In the case of an automatic line, sensors and switches should usually be installed here that automatically stop the line as soon as a deviation is detected. In the case of a manually operated line, a stopping system is often installed at a fixed position. Operators then have the option of pulling a cord above their heads or pressing a button that stops the process at the end of a work cycle if the detected problem cannot be fixed during the cycle.
These examples illustrate the jidoka principle, which prevents defects from moving to the next process step, and prevents the production of a series of defective items. Mass producers, on the contrary, will try to avoid stops as much as possible to achieve high utilization of their equipment, even when known defects occur repeatedly and require repair work at the end of the process.

Basic stability: the foundation for continuous improvement
Basic stability is a crucial concept within Lean and refers to the presence of the necessary capacity, reliability and flexibility of the 4 M's: People, Machinery, Material and Methods. Without a stable base, it is impossible to sustainably implement and sustain improvements.
A process with basic stability satisfies the following characteristics:
Basic stability is the prerequisite for effective Just-in-Time (JIT) production. It is the first step in a cycle of improvement that often proceeds as follows:
1. Create basic stability.
2. Realizing flow (current).
3. Tuning to branch time.
4. Implement a pull system.
4. Leveling (heijunka).
This cycle is repeated until the process is fully optimized.
A production method in which large numbers of items (batches) are processed as a whole and then, regardless of whether they are needed immediately, are passed on to the next process, where they wait in a queue until it is that process’s turn. Batch-and-queue is the dominant model in mass production and the direct opposite of continuous flow.

Why batch-and-queue arises
The logic behind batch-and-queue is understandable: by producing large quantities all at once, changeovers are minimized and machines and employees appear to be utilized optimally. At the level of an individual department or machine, batch-and-queue feels efficient. At the level of the entire system—the complete flow from raw material to customer—it rarely is.
Every batch waiting for the next process represents tied-up capital, hidden quality issues, and wasted time. A defect that arises in batch 1 is not detected until batch 1 has reached the next step; by that time, it may have already spread to hundreds of units.
The Consequences
Batch-and-queue systems structurally lead to a series of inefficiencies: long lead times because items spend most of their time waiting rather than being processed, high levels of work-in-progress between process steps, hidden quality issues that are discovered too late, and capacity that is difficult to plan because demand fluctuations are amplified upstream.
In Lean, lead time is the most important measure of system health. Research on production processes consistently shows that in a batch-and-queue environment, items are actually processed for only a small percentage of the total lead time. The rest is waiting time.
TheLean
Lean aims for continuous flow: moving one item at a time through the process, synchronized with the takt time, so that queues are eliminated and problems become immediately visible. Where continuous flow cannot be fully achieved, pull systems and supermarkets are used to limit the amount of work in progress and shorten lead time. Tools such as SMED make it possible to reduce changeover times so significantly that the economic justification for large batches disappears.
Directing operators to operate more than one machine in a process village setup. This requires separating human work from machine work, and it is usually facilitated by equipping the machines with jidoka and an automatic unloading function.


Meetings of improvement teams at project boards, in which they update themselves on value stream performance or progress of improvement goals and action plans for the value stream.
These meetings identify where expected results are not being achieved and who will investigate possible causes and experiment with potential countermeasures. The meetings are usually short and take place standing.
In healthcare, a board meeting is a quick meeting of a team about a project, shift or patient. A board meeting is held to further discuss points raised during briefings at the beginning of the work day, exchange information, make contingency plans, address concerns
, address conflicts and reallocate resources. For teams, they are tools for adapting to new circumstances. Board meetings typically last up to 30 minutes.
An existing production facility usually managed according to mass production guidelines.
The value created by Lean product development processes. Because almost all imperfect projects are the result of not having the right knowledge in the right place at the right time, Lean companies generally spend proportionately more development time creating and acquiring knowledge and less on creating hardware.
The knowledge gained is then translated into specific applications, such as design guidelines and trade-off curves, so that it can be reused for other projects.
A situation in which the production lead time and order turnaround time are shorter than the time the customer is willing to wait for the product. The manufacturer produces entirely based on confirmed orders and not on forecasts.
This is a situation that Lean thinkers seek to achieve because it allows them to avoid the amplification of demand and waste that inherently result from producing goods based on predictions of customer needs.
Catchball is a collaborative communication process used to discuss goals and strategies through a series of back-and-forth conversations between different levels within an organization. The goal is to reach consensus and ensure that high-level objectives are practically achievable by incorporating feedback from the people who do the work. This iterative approach fosters mutual engagement and ensures that the final plans are both strategically aligned and realistic.
In a boardroom, the management team begins a game of “catchball” by proposing a strategic goal: to reduce document turnaround time across the entire company by 30%. The Chief Operating Officer discusses this goal with the department managers in a conference room to assess its feasibility. Instead of simply imposing a new software requirement, the COO asks, “What specific bottlenecks in your current archiving processes would prevent us from achieving this goal by the end of the third quarter?” This marks the start of the first “throw.” The managers indicate that the current archiving relies heavily on external physical storage and that administrative staff in the office are currently burdened by a manual approval process for supplier invoices.
The managers then move the discussion to the open-plan office to consult with the administrative staff and the receptionists. The administrative staff suggest that processing time could be significantly reduced if the company implemented an automated digital signature system for internal approvals, but they note that the reception desk does not have the necessary high-speed scanning equipment to digitize incoming mail immediately. This counterproposal is brought back to the director. The final plan, which is now the result of several rounds of brainstorming, includes a budget for two high-speed scanners and a revised schedule with a one-week training period. Because the staff on the shop floor helped develop the strategy, the final plan is grounded in the practical realities of daily office operations. This ensures a high level of buy-in and a realistic path toward achieving the 30% reduction target.
To implement the brainstorming method in your office:
1. Identify an overarching objective, such as reducing the turnaround time for processing customer requests.
2. Present the objective to the employees carrying out the task and ask for a "countermeasure" or feedback on what resources are missing.
3. Adjust the objective or the allocation of resources based on their input, and repeat the process until both management and employees agree that the objective is achievable.
We have templates such as the Horizontal Consensus Matrix in our downloads section to help you through this process. Would you like to get started on your own without help but aren’t sure how? You’d be wise to purchase Mark Reich’s book *Managing on Purpose *. Mark spent years as an executive at Toyota and was responsible for this area there. He has written the most comprehensive book on Hoshin Kanri, of which Catchball is an important part. We offer both the original English version and a Dutch edition in our webshop.
Would you like us to guide you, your team, or your organization through a Hoshin Kanri masterclass? Then take a look at our page about this masterclass. It was developed in collaboration with Mark Reich and numerous colleagues from the Lean Network, using *Managing on Purpose* as a starting point.
Directly adjacent locations of processing steps for a product. Parts, documents etcetera can be processed almost in continuous flow, either one at a time or in small batches, which are maintained throughout the entire sequence of processing steps.
A U-shape is the most common cell shape because it minimizes walking distances and allows operators to perform different tasks. This is an important consideration in Lean production because the number of operators in a cell changes with changes in demand. A U-shape also makes it easier for the first and last steps in the process to be performed by the same operator, contributing to a stable work rate and even flow.
Many companies use the terms cell and line interchangeably.
Some people believe that, from the operator's point of view, material should always flow through the cell from right to left, because more people are right-handed and it is more efficient and natural to work from right to left. However, there are also many efficient processes that flow from left to right. It is best to assess which direction is more logical on a case-by-case basis.
Below is an example of a U-shaped cell:

Chaku-Chaku (着々) is a Lean that focuses on creating a seamless workflow, which literally means "load-loading" in Japanese. The principle is applied in a production cell where machines automatically eject completed parts. As a result, the operator does not have to unload the product, but can concentrate fully on directly loading the next part into the next machine.
In a Chaku-Chaku cell, the arrangement of machines is optimized, usually in a U-shape, to minimize walking distance for the operator. The process is as follows:
By adopting this mode of operation, the operator becomes a machine-mover rather than a machine-tender. Time and operations that would otherwise be wasted waiting for a machine or handling finished products are eliminated. The result is continuous, smooth product flow with less inventory between machines and higher overall efficiency.
The leader of a Lean conversion who possesses the willpower and drive to initiate and sustain fundamental change. The change agent - who often comes from outside the organization - does not have to have detailed knowledge of Lean thinking at the beginning of the conversion.
That knowledge can also come from an Lean expert. But it is imperative that the change agent be prepared to ensure that the knowledge is applied and becomes the new way of thinking.
In Lean , the Chief Engineer is the leader with ultimate responsibility for a specific product line. This role combines in-depth technical expertise with an entrepreneurial vision, with a focus on creating maximum customer value and a cohesive product design.
The term (originally the Japanese term "shusa") refers to a unique form of leadership at Toyota. Unlike a traditional program manager, who often focuses on budgets and schedules, the Chief Engineer is the "guardian of the vision."
The Chief Engineer leads a small core team that:
A key characteristic of the Chief Engineer is that he or she often has no direct authority over most of the engineers working on the project.
Whereas traditional organizations often become fragmented into separate departments (silos), the Chief Engineer ensures horizontal integration.
A project manager focuses primarily on the process (time, budget, resources). A Chief Engineer focuses primarily on the product and customer value. The Chief Engineer is a systems designer who also understands the business case and the technology.
This is based on respect and technical expertise. A Chief Engineer must be so technically competent that engineers accept his or her leadership. This requires years of experience and in-depth knowledge of the entire production system.
Help others develop the problem-solving skills needed to implement Lean tools and principles and to develop a culture of continuous performance improvement.
In Lean management, a coach will not tell his coachees what to do; that deprives people of ownership of the problem and the opportunity to deal with it themselves. Moreover, the coach realizes that he or she rarely knows as much about the situation as the owner of the problem.
The coach is the one who, by asking open-ended questions, makes the coachee more aware of what he or she knows and needs to know. The coach encourages the person being coached to question whether his or her ideas and impressions are based on facts.
The following techniques are supportive of the Lean approach to coaching:
Continuous flow, or continuous process processing, is a production method in which individual products move through a series of steps without stopping or accumulating in batches. This approach minimizes lead times and reduces inventory costs by allowing work to flow steadily from one phase to the next. By closely linking processes, teams can immediately identify quality issues or delays, rather than having them remain hidden in large piles of unfinished work.
Continuous flow can be achieved in various ways, ranging from conveyor belts to manual cells. Also known as one-piece flow, single-piece flow , and make-one-move-one .

In an agile team environment, continuous workflow is best achieved by implementing a robust CI/CD pipeline (Continuous Integration/Continuous Deployment). Instead of bundling dozens of features into a single large monthly release—which often leads to “merge hell” and long code-freeze periods—the team opts for a workflow where code changes are implemented in one go. In this scenario, a developer completes a single functional update and submits a pull request. This action triggers an automated pipeline in which the code is immediately integrated, built, and subjected to a series of unit tests and security scans in the test lab. Because the work progresses through the pipeline without having to wait for other features, the developer receives feedback on their specific logic within minutes, allowing vulnerabilities or bugs to be addressed before moving on to the next task.
To effectively apply this approach, the team must focus on reducing the Work in Progress (WIP) limits on their digital Kanban board. By strictly limiting the number of stories in the "Code Review" or "Staging" columns, the team prevents a backlog of unfinished work that masks quality issues. If an implementation fails in the automated test lab, the team treats this as a "line stop" event and immediately works to resolve the issue, rather than allowing more code to pile up behind the defect. This ensures that the flow from the development environment to the production environment remains stable and predictable. This approach transforms the delivery process from a high-risk, stressful event into a routine, automated flow that minimizes the time between writing a line of code and delivering value to the end user.
Would you like to implement Continuous Flow in your organization?
If so, we highly recommend the workbook *Creating Continuous Flow*, available in our online store. It has been the standard reference on this topic for years. We offer both the original English version and a Dutch translation in our store.
A facility that sorts and regroups a wide variety of incoming items from different suppliers for outbound delivery to different customers, such as assembly plants, distributors or retailers. A common example of a cross-dock is a facility run by a manufacturer with several plants that wants to gather material from many suppliers in an efficient manner. When a truck with pallets of goods from suppliers arrives at one end of the dock, they are immediately unloaded and taken to different conveyors. There they are loaded onto trucks that travel to the various factories (see illustration).
A crossdock is not a warehouse because no goods are stored there. Goods are usually loaded from inbound vehicles and moved to lanes for outbound transport in one go. If outbound vehicles leave frequently, it is possible to have the crossdock floor empty every 24 hours.
Below is an example of a crossdock:

The time required to produce a part or complete a process, determined from real measurements.
Cycle time - related terms involving time:
Processing time
The time actually spent working on a product (design or production) and the time in which an order is actually processed. Processing time is usually only a small part of production lead time.
Effective machine cycle time
Machine cycle time plus loading and unloading time, plus the result of changeover time divided by the number of items between changeovers. For example, if a machine has a cycle time of 20 seconds, plus a combined load and unload time of 30 seconds, and a changeover time of 30 seconds divided by a minimum batch size of 30, the effective machine cycle time is 20+30+(30/30) or 1 = 51 seconds.
Machine cycle time
The time it takes a machine to complete all its operations for one item.
Non-value-added time
The time spent on activities that from the customer's perspective have a cost but do not add value. Examples of such activities are warehousing, inspection and repair work.
Operator cycle time
The time it takes an operator at a station to complete all his tasks before repeating them again, measured during direct observation.
Order lead time
Production lead time plus the time further along in the process to get the product to the customer, including delays
due to processing and taking orders into production, and delays due to customer orders exceeding production capacity. In other words, the time a customer must wait until he has the product in his hands.



Order-to-cash time
The time that elapses between receipt of an order and when the producer receives payment from the customer. This may be shorter or longer than the order lead time, depending on whether a producer produces to order or delivers from stock, what the payment terms are, etcetera.
Production lead time (also called throughput time )
The time it takes a product to go through an entire process or value stream from start to finish. At the factory level, this is often referred to as throughput time. This concept can also apply to the amount of time it takes to develop a product from start to finish, or the amount of time it takes for a product to get from raw material all the way to the customer.
Value time
The time that those work elements take that actually transform the product the customer is willing to pay for. Usually the value-creating time is shorter than the cycle time, which in turn is shorter than the production lead time.
A one-page measurement tool that includes the few critical end-of-pipe (downstream) and process (upstream) criteria related to a strategy or action plan (see illustration). A leader can use a dashboard to do the Check and Adjust of a Plan, and it provides real-time criteria for real-time feedback. Value stream maps and dashboards are tools that complement each other; using value stream maps, leaders can formulate crucial questions to be answered during the Plan phase of the Plan-Do-Check-Act (PDCA) cycle, while the questions that emerge using dashboards should be answered during the Check and Adjust phase of this cycle.

Collaboration between a customer and a supplier to design both a component and its manufacturing process.
Usually the customer provides the cost and performance targets and the supplier takes care of the detailed design of the component and the manufacturing process (equipment, layout, quality etcetera). The supplier often stations an engineer at the customer's site to ensure that the component is properly matched to the final product, thus keeping the overall cost as low as possible.
Design-in is the opposite of work-to-print; here, the supplier is simply given a complete design to develop and produce.
Meeting the customer's needs precisely with minimal resources.
Apparent efficiency versus real efficiency
Taiichi Ohno illustrated the common confusion between apparent efficiency and real efficiency using an example in which 10 people produce 100 units every day. If output increases to 120 units per day thanks to process improvements, there is an apparent efficiency improvement of 20 percent. But that is only the case if demand also increases by 20 percent. If demand remains stable, then the only way to improve the efficiency of the process is to figure out how to produce the same number of units with less effort and capital.
Total efficiency versus local efficiency
Toyota also often distinguishes between total efficiency, which looks at the performance of an entire production process or value stream, and local efficiency, which refers to the performance of one point or step within a production process or value stream. Toyota emphasizes that it is more important to achieve the first type of efficiency.

The frequency with which different part numbers are produced in a manufacturing process or system.
If a machine is converted in such a sequence that each part number made with it is produced again after three days, the EPEx is three days. In general, it is good if the EPEx is as small as possible; then small quantities of each part are produced and inventories within the system are kept to a minimum. However, the EPEx of a machine depends on its changeover times and on the number of part numbers made with that machine. A machine with long changeover times (and large minimum batch sizes) that produces many different part numbers will inevitably have a large EPEx unless the changeover times or the number of different parts can be reduced.
A pull production system in which prior (supplying) processes produce just enough to replace (i.e., replenish) the products used for succeeding (customer) processes.
A principle involving a precise production and transfer order: the first part to enter a process or storage location is also the first part to leave that location. (This ensures that stored parts do not become obsolete and that quality problems do not snowball into inventory.) FIFO is a necessary condition for implementing a pull system.
The FIFO sequence is often maintained using a colored lane or physical channel that can hold a certain amount of inventory. The supplying process fills the lane from the upstream side, while the customer process sources products from the downstream side. If the lane becomes too full, the supplying process must stop producing until the customer removes some of the inventory. In this way, the FIFO lane prevents the supplying process from producing too much, even if that process is not linked to the consuming process via continuous flow or a supermarket.
Below is an example of a FIFO street with five units in the street:

FIFO is one way to regulate a pull system between two separate processes when it is not practical to keep an inventory of all possible types of parts in a supermarket. This is the case, for example, when the parts are all unique, have a short shelf life or are very expensive and not needed very often. At that point, the removal of one part in a FIFO lane by the consuming process automatically leads to the production of one additional part by the supplying process.
The production system that Henry Ford introduced in 1913 at his plant in Highland Park, Michigan.
Ford wanted to drastically reduce product lead time and human effort through a series of innovations. These included:
Methods that help operators avoid errors caused by choosing the wrong part, omitting a part, installing a part incorrectly and so on. Also called mistake-proofing, poka-yoke and baka-yoke .
Some common examples of error-free production:
An example of a contact-based error-free manufacturing tool:

A supply chain that expresses the Lean principles and therefore functions smoothly and as a whole rather than as a group of linked processes.
The Lean fulfillment flow is constantly focused on reducing lead time by eliminating all non-value-added waste) activities at the suppliers and manufacturers who collectively create a product. This is accomplished through rigorous process discipline, inventory reduction and getting it right the first time. The Lean fulfillment flow follows customer demand; all activities within the supply chain are triggered by pull. The goal of the Lean fulfillment flow is to create the highest value for the customer at the lowest total cost to stakeholders (based on Martichenko and Von Grabe 2008).
A suboptimal workflow that prevents people from helping each other; they are isolated islands. The term can also refer to processes outside a cell or assembly line that run according to their own independent rhythms rather than following customer demand. Such islands usually involve a lot of waste, such as in the form of too much inventory.
The Japanese term for "actual place," often used for the workplace or other place where actual value creation takes place. Also spelled genba.
The term is often used to emphasize that real improvement requires constant attention to the shop floor, in the form of direct observation of the current conditions under which work is performed. Standardized work for a machine operator, for example, cannot be written down from behind an engineer's desk, but must be drafted and adjusted on the gemba.
A leadership practice in which managers and team leaders go out onto the shop floor to directly observe the reality of the situation, ask questions, and learn—before drawing conclusions or making decisions.
In Japanese, "gemba" means "the actual place" and, in Lean, refers to the location where value is created for the customer: the shop floor, the laboratory, the store, or the office where the work actually takes place. Japanese companies often associate gemba with the term genchi genbutsu, “go there and see for yourself,” which emphasizes the importance of firsthand observation as the basis for sound judgment.
A gemba walk is most effective when you follow a single product family, design, or process from start to finish, cutting across departments and functions. This reveals how value moves horizontally through an organization on its way to the customer. Ideally, the walk should be conducted together with everyone involved in the process in question.
The walk focuses on three questions:
Objective: What problem does this process solve for the customer?
Process: How exactly does it work, and what actually happens?
People: Are employees involved in creating, maintaining, and improving the process?
In this way, a gemba walk becomes more than just a tour: it is a way to gain deeper insight into the work, lead more effectively, and learn continuously.
Genchi genbutsu (on-site, hands-on)
A Japanese principle that literally means "actual place, actual thing" and, in practice, amounts to: go and see for yourself before passing judgment or making a decision. Genchi (現地) refers to the actual place where something happens; genbutsu (現物) refers to the actual object or the actual situation. Together, they express the idea that understanding arises only through direct observation, not through remote abstraction.
At Toyota, genchi genbutsu is not merely a suggestion but an expectation at every level of the organization. A manager investigating a problem goes to the shop floor to observe the process firsthand and speak with the employees involved—not to gather data that others have already summarized, but to understand the situation with their own eyes. System data and reports serve as a supplement, not a substitute, for direct observation.
This distinction is more relevant than ever in today’s management practices. Dashboards, KPI overviews, and automated reports give the impression of insight, but they are always an interpretation of reality: filtered, delayed, and stripped of context. Genchi genbutsu serves as a counterbalance: the belief that reality on the shop floor is always richer and more complex than what appears in a system.
Genchi genbutsu is closely related to gemba, the place where value is created, and forms the philosophical basis of the gemba walk. It is also the principle behind Toyota’s variation on the PDCA cycle, in which the Plan phase is preceded by an explicit step of understanding the situation: first understand what is actually going on, and only then make plans.
Standardized Work involves establishing precise procedures for each operator’s tasks in a production process, based on three elements:
Once standardized work is established and put into practice at workstations, the goal is to make continuous improvements through kaizen. Benefits of standardized work include documenting the current process for all shifts, reducing variability within processes, making it easier to train new operators, and reducing injuries and strain. In addition, standardized work provides a basis for improvement activities.
Three basic forms are usually used in creating standardized work. By engineers and first-line supervisors, these are used to design the process, and by operators to make improvements to their own work.
1. Process Capacity Sheet.
This form is used to calculate the capacity of each machine in a linked set of processes (often a cell) to confirm actual capacity and identify and eliminate bottlenecks. It determines factors such as machine cycle time, turnover frequency and times for manual operations.
2. Standardized Work Combination Table.
This form contains the times for manual operations, walking and machine operations for each operator in a series of operations. It contains more detail and is a more precise process design tool than the Operator Balance Chart. The completed chart shows the interactions between operators and machines in a process and allows operators' work content to be recalculated as branch times increase or decrease over time.


3. Standardized Work Chart.
This diagram includes the movements of the operators and the location of the material relative to the machine, and the overall process layout. It should show the three elements of standardized work: the current task time (and cycle time) for the task, the work sequence, and the amount of standard stock of work in progress needed to ensure smooth operation. Diagrams for standardized work often hang at workstations as a tool for visual management and kaizen. They are modified and updated as soon as workplace conditions change or improve.
These forms for standardized work are often used in conjunction with two other forms: the Work Standards Sheet and the Job Instructions Sheet.

The Work Standards Sheet means various documents that prescribe how the product is to be made according to the design specifications. Often the Work Standards Sheet describes exactly what conditions and requirements must be met to ensure the quality of the product.
The Job Instruction Sheet - also called a Job Breakdown Sheet or a Job Element Sheet - is used to train new operators. This sheet describes the steps of the job, specifying all the special tricks needed to perform the job safely, as qualitatively as possible and as efficiently as possible.
A new production facility where it is possible to introduce Lean working methods in a new culture unencumbered by the inertia of the past.
At Toyota, these are the frontline supervisors who usually lead a group of four teams or 20 employees. In Japanese, they are called kumicho .
Group leaders' duties include planning production, reporting results, coordinating improvement activities, scheduling days off and manpower, developing team members, testing process changes, and auditing team leaders daily to make sure they in turn have performed their standard work audits of team members. They also conduct weekly 5S audits of their teams' work areas.
An example of the place of group leaders within a typical responsibility chain:

Hansei (反省) is a Japanese concept that stands for deep self-reflection. It is a crucial part of the Lean and the Toyota way of working, focused on continuous improvement of processes and personal skills. Unlike Western analysis that often focuses on assigning blame, Hansei focuses on acknowledging one's mistakes and looking for ways to avoid them in the future.
How does Hansei work?
Within organizations, Hansei is often applied at the end of a project or after reaching a major milestone. These reflection meetings have a structured approach:
Hansei, along with Kaizen (continuous improvement) and standardized work, forms the basis of the learning organization. It is often compared to the "Check" phase in the Plan-Do-Check-Act (PDCA) cycle, where you evaluate the results of an action.
Ongoing self-reflection makes the organization more resilient, agile and capable of delivering quality.
What does Heijunka (平準化) mean?
Heijunka is Japanese for “leveling” or “smoothing”: the deliberate spreading of production to maintain a constant and predictable rhythm—in both quantity and product type—over a fixed period of time. Heijunka is not a reaction to customer demand, but a deliberate buffer between the volatility of the market and the stability required by an efficient production system.
Without leveling, irregular demand amplifies as it moves upstream through the value stream: small fluctuations at the end become larger fluctuations for suppliers, leading to overproduction, inventory buffers, capacity issues, and waste. Heijunka mitigates this effect by maintaining a small, controlled buffer of finished products at the end of the value stream and feeding a steady production flow from there.
Quantity Smoothing
Supposea manufacturer delivers 500 items per week, but daily orders vary widely: 200 on Monday, 100 on Tuesday, 50 on Wednesday, 100 on Thursday, and 50 on Friday. Instead of responding to current demand every day, the manufacturer maintains a small buffer of finished products and produces a constant 100 units every day. The buffer absorbs the daily fluctuations. The result: a more stable workload for the factory and for the suppliers.
-style leveling Supposea T-shirt manufacturer offers four models with the following weekly demand: five of model A, three of model B, and two each of models C and D. A mass producer would manufacture in the order AAAAABBBCCDD—large batches per model to minimize changeovers. A Lean aims for a repeating mixed sequence such as AABCDAABCDAB, which reflects the actual demand ratio and prevents large, irregular orders to suppliers. This does, however, require short changeover times—heijunka and SMED are inextricably linked in that regard.
The Heijunka Box
Inpractice, Heijunka is often supported by a Heijunka box: a physical planning tool divided into time periods (usually equal to the pitch, a multiple of the takt time) in which kanbans are placed to define the production plan for each period. The heijunka box makes the planned production mix visually apparent and helps maintain a steady rhythm in production.
Together with just-in-time and standardized work, heijunka forms the operational foundation for a stable and responsive production system.

Hoshin Kanri (方策管理), also known as "policy deployment" or "Strategy Deployment," is a Lean that ensures that an organization's strategic goals are translated into concrete actions at all levels. It is a powerful system that encourages focus, alignment and communication so that everyone in the organization is working on the same priorities.
The goal of Hoshin Kanri is to create a "flywheel" for improvement: instead of launching many separate initiatives at once, Hoshin Kanri ensures that the entire organization focuses on a limited number of carefully chosen breakthrough objectives.
Hoshin Kanri uses a structured process to translate strategy into operations:
Hoshin Kanri is the key to preventing a strategy from remaining a fancy document in the desk drawer. It ensures a clear focus and a concerted effort by the entire organization to achieve measurable and sustainable results.
Ready to implement Hoshin Kanri in your organization? Sign up for our Strategy Deployment masterclass, based on the book *Managing on Purpose* by Mark Reich (former Toyota executive). This masterclass was developed in collaboration with Mark Reich and other colleagues at the Lean Institute and has since been successfully implemented for numerous clients.
The flow of information about customer requirements upstream to where that information is needed to drive each operation.
In mass production companies, information flow usually takes parallel forms: forecasts flowing back from company to company and from plant to plant, schedules flowing back from company to company and from plant to plant, delivery orders by the day (or by the week or by the hour) in which each facility is told
what is to be produced on the next delivery, and accelerated information by which forecasts, schedules and delivery orders are withdrawn to adjust the production system to changing conditions.
Lean companies are trying to simplify their information flows by creating a single production planning point and setting up pull loops for information. These run upstream in the value stream, that is, always to the previous production point and from that point to the production point before it - all the way to the first production point.
The illustrations show the different routes for information flows in mass production compared with the simpler flows in Lean production. Lean producers, by the way, still provide forecasts because companies and facilities further away from the customer need advance information to plan capacity, schedule their staff, calculate branch times, account for seasonal variations, introduce new models and so on. However, the daily flow of production information can be compressed into simple pull loops.
An example of a current state information flow in mass production:

An example of a future state information flow at Lean production:

In mass production: control of product quality by specialized inspectors from outside the production process.
Lean producers place the responsibility for quality assurance with operators and incorporate means of error-free production into the production process. This allows them to detect problems at the source. The process is stopped to identify the cause of an error and to take corrective action so that defects do not have to be noticed and repaired only during later processes.
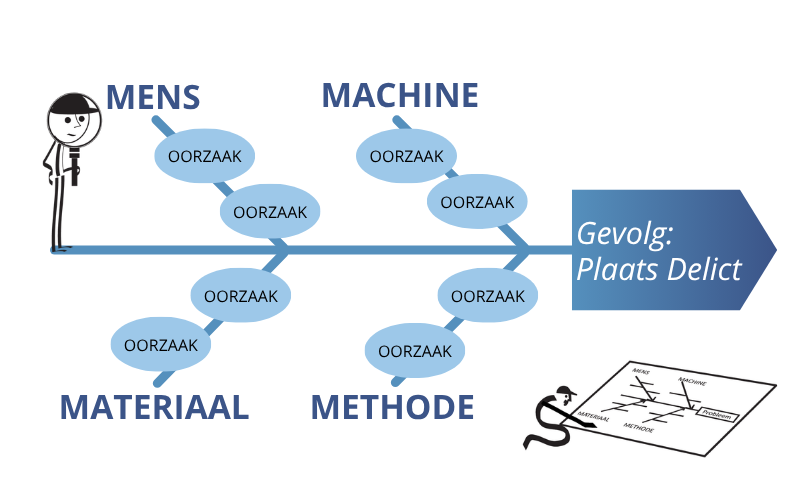
Ishikawa diagram
A visual tool for root cause analysis that organizes potential causes of a problem or deviation into structured categories. Because of the diagram’s shape, it is also known as a fishbone diagram or cause-and-effect diagram: the problem is at the “head” of the fish, and the causes form the “bones.” The central horizontal axis runs toward the problem, and the lateral branches represent the cause categories.
The diagram was developed in the 1960s by Japanese quality expert Kaoru Ishikawa, who first applied it at Kawasaki. Ishikawa’s key insight was that quality problems rarely have a single cause, but arise from an interplay of factors that only becomes apparent when you investigate systematically.
Structure and Categories
Thebranches of the diagram are organized around fixed categories. In Lean , the 4Ms Lean typically used as the main categories: Material, Machine, Man, and Method. Within each category, potential causes are further broken down into subcategories until the team has identified the actual root cause.
Practical Application
AnIshikawa diagram is best created as a team effort, involving people who are familiar with the process. The starting point is a clearly defined problem or effect at the "head" of the diagram. The team then systematically brainstorms possible causes by category—not to find a solution right away, but to first map out the entire landscape of causes.
The diagram is often combined with the "5 Whys" method: for the most likely causes identified in the diagram, further questions are asked until the actual root cause is found. Together, they form a powerful tool for structured problem-solving and the first step before formulating countermeasures in an A3 or Kaizen action plan.
The Importance of Lean
TheIshikawa diagram aligns with the Lean that problems should be solved at their source, rather than treated symptomatically. By forcing teams to take a broad view of materials, machines, people, and methods, it prevents them from jumping too quickly to an obvious solution without understanding the root cause.
Giving machines and operators the ability to signal when an abnormal situation occurs and stop work immediately. This makes it possible to build quality into any process and separate the tasks of people and machines, allowing for more efficient work.
Jidoka is one of the two pillars of the Toyota Production System; the other pillar is Just-in-Time.
Jidoka draws attention to the causes of problems; work is stopped immediately when a problem first occurs. This leads to improvements in processes by eliminating the root causes of defects.
Jidoka is also sometimes called autonomization , automation with human intelligence. In effect, equipment gains the ability to autonomously distinguish good parts from bad, without the need for an operator to oversee it. This eliminates the need for operators to constantly monitor machines, resulting in great productivity gains by allowing one operator to operate several machines. This is also known as multiprocess handling .
The term jidoka dates back to the early 20th century, when Sakichi Toyoda, the founder of the Toyota Group, invented a loom that automatically stopped when the thread broke. Previously, looms produced mountains of defective fabric after a thread broke, so each machine had to be watched by an operator. Thanks to Toyoda's innovation, only one operator was needed to monitor several machines. In Japanese, jidoka is a Toyota-created term pronounced exactly the same (and written almost the same in kanji) as the Japanese term for automation, but with the added connotations of humanity and value creation.
The evolution to jidoka:



Jishuken is a hands-on workshop that means "self-learning" in Japanese. It is a practical learning method in which teams, under the guidance of experts, thoroughly analyze and improve a process in their own work environment. The goal is not only to achieve immediate results, but more importantly to increase participants' skills and knowledge so that they can independently apply the principles of continuous improvement.
Development at Toyota
The concept originated at Toyota's Operations Management Consulting Division. It was used as an intensive track to increase a department's skills and improve the level of the Toyota Production System (TPS). These projects often lasted several months and were in-depth in nature, focused on creating lasting change and transferring expertise.
Although the original Jishuken courses were lengthy, the concept has evolved outside Toyota into the more common, five-day Kaizen workshop. Regardless of the duration, the essence of Jishuken remains the same: learning by doing and collectively achieving measurable improvement in work.
Just-in-Time is a production system designed to manufacture and deliver exactly what is needed, when it is needed, and in the exact quantity required. Together with Jidoka, JIT forms the cornerstone of the Toyota Production System (TPS).
The principle of JIT is simple, but putting it into practice requires tremendous discipline. The goal is the total elimination of waste (Muda) in order to achieve the highest possible quality at the lowest cost and with the shortest lead time.
JIT is not a standalone tool, but a system built on the foundation of Heijunka (workload leveling) and consists of three essential elements:
By implementing JIT, an organization transitions from a "push" system (producing based on forecasts) to a "pull" system (producing based on actual demand). This offers significant advantages:
The concept was conceived in the 1930s by Kiichiro Toyoda, the founder of Toyota. He was looking for a way to build cars without the enormous waste he saw in mass production. After World War II, Taiichi Ohno perfected this approach in Toyota’s factories, drawing inspiration from how American supermarkets restock their shelves based on what customers actually buy.
Not necessarily. JIT aims to maintain only the minimum inventory necessary to ensure a steady flow. A small strategic inventory (buffer or safety stock) may be kept to accommodate fluctuations in demand, but the goal remains to continuously reduce it.
JIT makes a supply chain vulnerable to external shocks (such as transportation problems). Therefore, a successful JIT system requires very close cooperation and a high level of mutual trust with suppliers. It forces the entire supply chain to become robust and reliable.
Radical, revolutionary improvement of a value stream to quickly create more value with less waste; sometimes called kakushin.
An example of kaikaku is moving equipment during a weekend so that products that were previously manufactured and assembled in batches in isolated process dumps are henceforth made in single-piece flow in a compact cell. Another example is rapidly switching from stationary to moving assembly for a large product such as a commercial passenger jet. Also called breakthrough kaizen, to distinguish it from more gradual, step-by-step kaizen.
What is Kaizen (改善)?
Kaizen is a Japanese concept for continuous improvement, derived from the words kai (change) and zen (better). Kaizen embodies the belief that every process, every day, at every level of the organization, can be improved, and that this improvement is the responsibility of everyone involved in the process.
Kaizen is therefore more than just a method: it is a mindset. Whereas Western improvement initiatives are often set up as defined projects with a clear beginning and end, kaizen is a continuous process with no endpoint. Small, incremental improvements, made day after day by the people who know the work, eventually lead to fundamental change.
The Relationship with Standardization
Kaizenand standardized work are inextricably linked. A standard is not the end point of improvement, but the starting point: you improve an existing work method, establish the improvement as a new standard, and start over. Without a standard, there is no basis for improvement; without Kaizen, a standard becomes frozen in bureaucracy. This cycle directly follows the PDCA logic: Plan, Do, Check, Act.
Two Levels of Kaizen
Kaizentakes place on two complementary levels:
System or flow kaizen focuses on the entire value stream: the complete sequence of activities from raw materials to the customer. This is kaizen for management: it involves making strategic decisions about which flows to improve, how processes are interconnected, and where the greatest sources of waste lie within the system. Value stream mapping is a widely used tool for initiating and guiding flow kaizen.
Process Kaizen focuses on individual processes and workstations. This is Kaizen for work teams and team leaders: it involves eliminating waste in day-to-day work, improving work sequences, and removing bottlenecks on the shop floor.
Kaizen in Practice
InWestern Lean, kaizen is often implemented in the form of a Kaizen event: an intensive three- to five-day improvement workshop in which a multidisciplinary team focuses entirely on improving a single specific process or work area. A kaizen event has a clear scope, a measurable goal, and leads to the immediate implementation of improvements on the shop floor.
Although kaizen events are valuable, Lean emphasize that they are no substitute for a daily kaizen culture. Structural improvement does not result from periodic workshops, but from the habit of continuous improvement that is embedded in the daily work of everyone in the organization.

A Kaizen Workshop is an intense, action-oriented session that brings together a multidisciplinary team to dramatically improve a specific process in a short period of time (often a week). It is a powerful way to put the principles of continuous improvement directly into practice.
How does it work?
During the workshop, a specially assembled team, consisting of operators, line managers, executives and possibly consultants, goes through the following steps:
The result is an immediately tangible improvement in efficiency, quality and turnaround time, realized by the people actually doing the work.

Kakushin (革新) is a Japanese term translated as "radical innovation" or "transformation. In the context of Lean , it represents a fundamental and rapid breakthrough that approaches a process, product or system in an entirely new way. Whereas Kaizen (continuous, incremental improvement) is about perfecting the current method, Kakushin is focused on eliminating the existing and creating a better, smarter approach.
Kakushin versus Kaizen
Both principles complement each other. After a Kakushin breakthrough, the new standard is further optimized through Kaizen. A good example is the introduction of a completely new production line (Kakushin), after which daily operational tasks on that line are continuously improved (Kaizen).
In summary, Kaizen is evolution, while Kakushin is revolution.
A Kamishibai board is a visual management tool used to track the frequency and results of audits and controls within a process. The Japanese word Kamishibai means "paper stage" and refers to the cards used as signals to make the status of work clear.
The board makes the Lean genchi genbutsu (go and see for yourself) a standardized part of management's tasks. Managers use the board to determine when to visit a process and what to check.
The Kamishibai board consists of several boxes or cards that represent the status of audits of a process. The colors or symbols on the cards have a clear meaning:
The primary purpose of the board is to quickly identify anomalies and focus management's attention on the gemba (the shop floor). By visualizing the status, managers can immediately see where their support is needed, allowing them to take quick action to resolve issues and ensure compliance with standards.
A kanban is a signaling system that provides authorization and instructions for the production or off-take (transport) of items in a pull system. The term is Japanese for "signal" or "sign.
Kanban cards are the best-known and most widely used example of such a system. Often they are strips of cardboard, sometimes tucked into clear plastic sleeves, on which information such as the part name and number, external supplier or internal supply process, packaging quantity, storage address and consumer process address is printed. Sometimes the card also has a bar code printed on it for tracking purposes or automatic billing.
Besides cards, kanban can also be triangular metal plates, colored balls, electronic signs or any other tool that can convey the needed information and prevent erroneous instructions.
Regardless of form, kanban have two functions in a production process: they instruct processes to make products and they instruct material handlers to move products. The first use is called production kanban (or make-kanban: make- kanban), and the second is called decrease-kanban (or move-kanban: move-kanban).
Production kanban tell an upstream process what type and quantity of products to make for a downstream process in the value stream. In the simplest case, a kanban chart corresponds to one container of parts, which an upstream process will make for the supermarket before the next downstream process. In the case of large batches - such as when using a forming press with very short cycle times and long changeover times - a signal kanban is used to initiate production when a minimum number of containers is reached. Signal-kanban are often triangular in shape and are therefore often called triangle-kanban .
Although a triangle canban is standardly used in Lean production to plan a batch production process, other types of signal canban also exist. Other basic ways to regulate batch operations include pattern production and batch production (lot making).
In pattern production , a fixed sequence or production pattern is created that is repeated continuously. However, the actual number produced each time in the cycle may be variable and can vary according to the customer's needs. For example, during an eight-hour cycle, parts A through F are always produced. (The complexity of the conversions may determine this sequence).
The amount of stock in the central market depends on the length of the pattern replenishment cycle; a one-day cycle requires one day's stock in the market, a one-week cycle requires one week's stock. The main disadvantage of pattern production is that the sequence is fixed; you cannot switch from the production of part D to the production of part F.
In the case of batch production, one creates a batch board, which contains a physical kanban for each container of parts in the system (see illustration below). When material is consumed from the market, the kanban are temporarily removed and returned to the manufacturing process. They appear on a board that shows all the part numbers and has a shaded space reserved for each of the kanban cards in the system.
An example of a batch board:

A returned kanban card hung on the shaded space on the board indicates that stock in the market has been consumed; cards not yet returned represent stock still in the market. Once a predefined trigger moment is reached, the production operator knows to start producing a particular product to replenish the material in the market.
Using a batch board returns information to the production process more often. Such a board indicates what has been consumed and works with smaller quantities than the signal canban. It also provides a visual representation of inventory consumption and draws attention to problems in the central market. However, sometimes many kanban cards are needed, and all those cards must be returned in a timely and faithful manner or the board will not be accurate. Planners and supervisors must have the discipline not to accumulate inventory before it is needed.
Purchase canban authorize the transfer of parts to a process downstream in the value stream. They often take two forms: interprocess-kanban (for off-take from an internal process) and supplier-kanban (for off-take from an external supplier).
In their original application around Toyota City, the cards were used for both purposes. However, because Lean production is often staggered, supplier canban for companies at greater distances are now often electronic.
An example of a production and off-take canban:

Production and off-take kanban must work together to create a pull system: an operator in a downstream process removes the off-take kanban as soon as he uses the first item from a container. This kanban goes into a collection box located near him, and is picked up by a material handler. When the material handler returns to the upstream supermarket, the takeout kanban is attached to a new container of parts, which is then delivered to the downstream process.
When this container was removed from the supermarket, the production kanban on the container was removed and placed in another collection box. The material handler supplying the upstream process gives the kanban to that process. By doing so, he signals that a new container of parts is to be produced. As long as no parts are produced or moved when no kanban appears, a true pull system is maintained.
There are six rules for effective use of kanban:
An example of a signal and decline canban:

A philosophy for designing and procuring machinery in which small amounts of capacity can be added or taken away as changes in demand occur. Thus, the capital required per part produced can be kept nearly constant (linear).
In purchasing capacity for an annual output of 100,000 units, a producer may purchase a set of machines, each with an annual capacity of 100,000 units, and place them together in one continuous flow production line (first alternative). But the producer can also purchase ten sets of smaller machines that it installs in ten cells, with each cell having an annual capacity of 10,000 units (second alternative).
If the forecast of 100,000 units proved exactly correct, one line with a capacity of 100,000 units would be the most capital-efficient solution. But if actual demand differs, the second alternative offers clear advantages:
In Lean , Kata is a structured approach to thinking and acting designed to turn continuous improvement and problem-solving into a daily habit. It is the methodology behind a learning organization.
The term originally comes from Japanese martial arts, where a "kata" is a fundamental movement or routine that becomes second nature through repetition. In Lean, we use this principle to cultivate a scientific approach (PDCA). By following set routines, deviations become apparent more quickly, and a foundation is established for achieving challenging goals.
Within Lean , we Lean between two inseparable patterns: the Improvement Kata and the Coaching Kata.
The Kaizen cycle is a repetitive process through which an organization learns to improve and adapt. It consists of four fixed steps:
The coaching kata is the routine leaders and managers use to teach their employees the improvement kata. Instead of providing solutions, the leader acts as a coach:
Implementing Kata routines brings about a cultural shift:
PDCA is the engine (the logic), while Kata is the routine that keeps the engine running. The Improvement Kata provides structure to the PDCA cycles by first defining a clear target state before experimentation begins.
No, quite the opposite. Although the Coaching Kata is often carried out by managers, the Improvement Kata is intended for everyone in the organization. The goal is for every employee to take a small step toward improvement every day.
A small group of employees and their team leader who together identify and analyze problems in their work area and propose solutions.
Unlike at other companies, especially in the West, at Toyota these kinds of quality circles are integrated into the overarching Total Quality Control system and into the way the shop floor is organized. Toyota quality circles meet two to three times a month for thirty to sixty minutes.
Management expert Peter Drucker noted that quality circles were widely used in the United States during World War II. They achieved their greatest success in postwar Japan. During the quality movement of the 1970s and 1980s, they were again imported by the United States. Unfortunately, quality circles in American companies were often not embedded in an overall commitment to continuous improvement. These isolated circles disappeared when the craze passed its peak in the late 1980s.
The LAMDA cycle is the learning cycle at the heart of Lean Product and Process Development. The goal is to create a culture of deep understanding and continuous learning within the development organization. The cycle consists of five closely related activities:
The LAMDA cycle is an iterative process that encourages learning, experimentation and collaboration, which is crucial to creating innovative and effective solutions.
The process that complements Lean production. Lean consumption requires streamlining all the activities that must be undertaken to acquire goods and services in such a way that customers receive exactly what they want, when and where they want it, with a minimal investment of time and effort.
Companies can streamline consumption by following a six-step thought process analogous to the thought process for Lean production:
Principles of Lean consumption:
To apply these concepts, producers and suppliers of goods and services must view consumption not as an isolated decision to buy a specific product, but as a continuous process, a series of activities that combine many goods and services over an extended period of time to solve a problem.
For example, when a customer buys a computer, his or her goal is not to own a computer but to solve problems such as accessing, processing, storing and transferring information. Buying the computer is not a one-time transaction, but a process of orienting, purchasing, integrating, maintaining, upgrading and finally disposing of the computer. Most likely, the same process is followed for software and peripherals.
Lean consumption requires a fundamental shift in the way retailers, service providers, manufacturers and suppliers think about the relationship between delivery and consumption, and about the role consumers play in these processes. It also requires collaboration between consumers and suppliers to minimize overall costs and wasted time.
A consumption map is a simple diagram of all the steps customers must take to acquire certain goods and services. A delivery map is a similar diagram that incorporates all the steps producers and service companies must take to deliver these goods and services to customers.
In both illustrations, boxes representing individual actions are shown from left to right in process order. The size of each box corresponds to the amount of time required to perform the corresponding action; the shaded parts of the boxes represent the portion of that time that adds value within each step. Other important information, such as total time, value-added time, and at once good, is shown in a box for the total consumption and delivery process.
To complete the process, the two maps are displayed in parallel - one above the other. In this way, a complete consumption/delivery cycle is depicted. The combined maps can provide insight into the entire process for suppliers so that they can eliminate wasteful activities within the consumption and delivery cycle and develop a win- win collaboration by creating a Leaner version of their consumption and delivery maps.
An example of a car repair before Lean:

An example of a car repair after Lean:

A term that includes Lean production, plus all the other steps required to deliver the desired value from producer to customer. This often involves a number of different organizations.
Most supply value streams, whether for manufactured goods or for services such as health care or travel, are even more complicated than consumption streams. They take up a lot of suppliers' time and resources and harmonize very poorly with consumption streams, causing customer frustration and a lot of waste.
A pull system with frequent replenishment in small quantities set up between each of the companies and facilities within a value stream.
Suppose Company A (a retailer) sells directly to the end customer and is supplied by Company B (a producer) through large, irregular deliveries based on a sales forecast. If they applied the rules of Lean logistics, the retailer would have to create a pull signal; the moment small numbers of goods were sold, the producer would be instructed to replenish exactly the number sold. The producer, in turn, should instruct its suppliers to quickly replenish exactly the quantity of goods it has delivered to the retailer, and so the process continues until the beginning of the value stream.
Lean logistics requires a pull signal (EDI, kanban, web signaling and so on), a leveling tool for each stage of the value stream (heijunka), frequent delivery in small quantities (milk runs linking the retailer to many producers and the producer to many suppliers), and in many cases several cross docks for consolidation of loads within the replenishment loops.
Lean management is a set of techniques for developing people to understand and take ownership of their own problems, and to use resources to achieve the organization's goals. Lean management involves everyone in an organization in the design of processes to continuously solve problems, improve performance and achieve goals using the least amount of resources possible.
Also called Lean accounting. Lean management accounting is a restructuring of management accounting and control mechanisms to achieve accurate reporting of the results of improvements that are continually being realized during a Lean transformation. Because most existing accounting systems were developed in the early twentieth century to support large-batch production, these traditional systems often send signals that encourage batch processing and compartmentalized decision-making.
Lean management accounting has the following objectives:
An ongoing agreement among all companies that make up the value stream for a product family to correctly specify value from the end customer's point of view, eliminate wasteful actions from the value stream, and ensure that those actions that do create value occur in continuous flow according to the customer's pull. Once this task is completed, the collaborating companies must analyze the results and restart the process as long as the product family persists. A method to perform the necessary analysis is described in Womack and Jones 2013.
A business system aimed at eliminating waste within product and process development by generating and applying actionable knowledge. It is founded on four core concepts:

A business system for organizing and managing product development, operational work, suppliers and customer relationships in which, compared to the former mass production system, it takes less human effort, less space, less capital, less material and less time to make products with fewer defects and exactly according to customer requirements.
Lean production was introduced by Toyota after World War II. Since 1990, Lean production compared to mass production systems typically cost half the human effort, half the production space and capital investment for a given amount of capacity, and a fraction of the development time and lead time, while making a wider variety of products, in smaller quantities and with far fewer defects. (Womack, Jones and Roos 1990, pg. 13.)
The term was first used by John Krafcik, a research assistant at the Massachusetts Institute of Technology. He introduced it in the late 1980s for the International Motor Vehicle Program.
A resource team for a Lean transformation, often formed from pre-existing groups in industrial engineering, maintenance, facility management and quality improvement.
This team provides value-stream managers with technical assistance in:

A methodology in which ideas for launching companies and products are viewed as hypotheses to be validated by experimenting with them in the marketplace. According to leanstartup.com, the term was first used in September 2008, in a blog post by Eric Ries. In 2011, Ries wrote The Lean Startup.
The approach is based on a learning process of rapid, sequential product releases that generate customer feedback. The goal is to increase the likelihood of success without having to use excessive external funding or expensive product launches. The learning process begins with the development of a "minimum viable product"(MVP), which has only those features necessary to make the product useful to early customers. Feedback from these early customers is used to make the decision to either continue on the path taken (for the product or service) or to move to alternative, more valuable uses of the basic idea or technology. This avoids wasting time and resources on developing products that customers do not want, while providing information quickly and with minimal investment about what they do want.
The philosophies behind the Lean startup and Lean management both emphasize eliminating activities that do not create value for customers.
A five-step thought process that Womack and Jones introduced in 1996 to guide managers through a Lean transformation. The five principles are:
(Based on Womack and Jones 2010/2018, pg. 12.)
In 2007, Womack and Jones simplified the five steps to Purpose, Process and People:
Purpose: the primary purpose of any organization and the first step in any Lean thought process is the correct specification of the value the customer is looking for in order to solve the customer's problems in a cost-effective manner so that the organization can operate successfully.
Process: once the goal is specified, one focuses on the process (the value stream) used to achieve this goal. Generally, this is the combined result of three processes: product and process development, execution from order to delivery, and support for the product and the customer during the period the product is used. These primary processes are enabled by a variety of secondary, support processes within the organization and upstream.
The ideal process is one in which each step (action):
In addition, in the ideal process, the steps are linked by:
People: once the primary and supporting processes needed to create value for the customer have been identified, someone must be made responsible for each value stream. This value stream manager must coordinate the efforts of everyone involved in a value stream to steadily lead it to the customer and, in the meantime, continually drive performance to the next level. This requires the following:
A business system developed at the beginning of the twentieth century to organize and manage product development, production operations, purchasing and customer relations. Its characteristics are:
The movement of physical items throughout the value stream.
In mass production, products move in large batches to centralized processes. They are propelled at the direction of an overall planning system (see illustration below). In Lean production, process steps for different product families are bundled together in a fixed process sequence whenever possible. This allows small quantities of product to flow directly from step to step as soon as a pull signal is received from the next process downstream and from the end customer.

Moving necessary materials through a production process within a facility.
In a Lean production system, material handling is much more than the delivery of materials. A Lean material handling system can act as the primary means of relaying production instructions. Also, a well-designed system can improve the efficiency of production workers by eliminating wasteful activities such as fetching materials, struggling with items and reaching for materials.
Fixed times, variable amounts
In this type of handling system, a material handler travels a standard route through a plant at precisely defined intervals, say every twenty minutes. The amount of material that passes through it each day may vary, but the time interval is fixed. During his predetermined, standard route, the material handler picks up kanban cards showing which materials are to be delivered. He then delivers these materials to production locations. This system is often used in conjunction with a leveling box. The collection intervals in the columns of the box correspond to the time required to complete the standard material handling route. This type of system is often used in assembly operations where a large number of components must be delivered to many different points. It is also called mizusumashi or waterspider conveyance .
Fixed quantities at variable times
This type of handling system uses signals from downstream locations to deliver exactly the materials needed at the right time and in the right quantities. The material handler receives a signal to retrieve material from a prior process when a trigger moment or a predetermined inventory level is reached. Because the material handler picks up a standard quantity of material from the upstream process (such as one tray, one pallet or one load board), the quantity of material is fixed but the timing of the transfer depends on the need. This type of system is often used in factories with storage areas for materials produced in batches because of long changeover times. When the cell or machine has used all the material in the storage area, the material handler receives the signal to replenish the consumed quantity from upstream processes.
This type of system is often called a call system or a call-parts system .
It is less common but possible to use waterspin transport in conjunction with fixed quantities at variable times. In this construction, the material handler moves crisscross from one production process to another, picking up fixed numbers of materials from different processes on a route that changes with time.
A method of accelerating the flow of materials between different plants by scheduling vehicle routes so that they pick up and deliver materials at many different locations. By having vehicles make frequent stops to pick up and deliver materials at a number of different locations rather than waiting until an entire car is full for direct delivery from one plant to another, it is possible to reduce inventories and response times within a value stream. Milk runs between facilities are similar in concept to material handling routes within facilities (see illustration).


Any design, schedule or production technology that requires a lot of machinery and long changeover times and requires designs, orders or products to be brought to the technology and wait in a line for machining.
The terms Muda, Mura and Muri are often used together within the Toyota Production System. Together, they describe the three types of waste that must be eliminated to make a process as efficient as possible.
Muda refers to any activity that consumes resources without adding value for the customer. These are steps that the customer does not want to pay for. Two types of Muda are distinguished:

Mura stands for irregularity, imbalance or fluctuations in the work process. This often results from erratic scheduling that is not aligned with actual customer demand. An example is a production line where employees have to alternately rush and wait because the workload is unevenly distributed. Eliminating Mura is a crucial step in creating a stable and predictable process.
Muri is the overworking of employees or machines. This happens when they have to work harder than they are designed to over a long period of time. Consider an employee who has to perform tasks that are too heavy or a machine that has to run structurally above its capacity. Muri leads to stress, errors, downtime and, in the long run, breakdowns.
Muda, Mura and Muri are closely linked. Addressing one waste often leads to the elimination of the other.
Example:
Supposeyou need to transport 6 tons of material with a truck that has a maximum capacity of 3 tons.
Do you really want to learn how to tackle waste in your organization? Then join one of our Lean Green Belt courses. We’ll guide you through the basics of Lean, how to identify and address waste, and how to constructively tackle root causes using the A3 method. The training can be delivered either in-company (please contact us) or individually through our open enrollment. The latter always brings together a diverse group of participants, fostering valuable discussions with people you might otherwise never have had the chance to talk to about your challenges.
What is Nemawashi (根回し)?
Nemawashi is a Japanese concept that literally means “digging around the roots”—a term from horticulture that refers to the careful preparation of a tree before it is transplanted. In a business context, Nemawashi refers to the informal process of consultation and consensus-building that takes place before a formal decision is made.
The essence of Nemawashi is that the initiator of a proposal holds individual discussions with all relevant stakeholders in advance, outside the formal meeting structure. During these conversations, the idea is presented, objections and concerns are identified, and the proposal is adjusted as necessary. By the time formal decision-making takes place, there is already a broad understanding of the proposal, and most objections have already been addressed.
This makes nemawashi seem time-consuming, but in practice it is actually efficient: because everyone has already been consulted, the formal meeting proceeds quickly and without unexpected resistance. Implementation can begin immediately, without the delays that arise when decisions are imposed from the top down and only then meet with resistance.
Within Toyota, nemawashi is closely linked to ringi, the formal system of written approval through multiple levels of the organization. Nemawashi is the informal preparatory process that ensures the ringi procedure runs smoothly. Together, they reflect a decision-making culture in which consensus and feasibility take precedence over the speed of decision-making.
Within the broader Lean, Nemawashi aligns with the principle of respect for people: those involved are not presented with a done-deal decision, but are treated as full partners in the discussion from the very beginning.
An attitude toward customers that assumes that demand is relatively stable for many products but is often disrupted by production and sales systems.
One example: influenced by monthly and quarterly bonuses for sales personnel, orders often accumulate at the end of the reporting period. And promotional activities, such as service specials at car dealerships, often create peaks and troughs in demand for service parts that have nothing to do with customers' actual requirements. Finally, producing large batches of goods far in advance based on forecasts almost always leads to surpluses of some goods, which must then be sold as special offers that "create" temporary demand.
In the case of leveling sales, artificial sales peaks -- what Toyota calls "created demand" -- are eliminated by adjusting incentives for sales personnel, eliminating offers, producing in small batches that replenish only what customers have just purchased, and establishing long-term relationships with customers so that future demand can be better predicted and leveled. Any variations in demand that remain after biases in the production and sales system have been overcome are real variations. A true Lean production and sales system must be able to respond appropriately to them.
A tool used to level the mix and volume of production by distributing kanban at fixed intervals within a facility. Also called heijunka-box.
The illustration shows a typical leveling box. Each horizontal row relates to one type of product (one part number). Each vertical column represents identical intervals for rhythmic kanban dispensing. The shift starts at 7:00 a.m. and the interval for kanban dispensing is always twenty minutes. This is the frequency at which the material worker removes kanban from the box and issues it to production processes within the facility.

While the boxes represent the timing of material flow and information flow, the kanban in the boxes each represent one production pitch for one product type. (Pitch is the branch time multiplied by the package size). In the case of product A, the pitch is 20 minutes and there is one kanban in the box for each time interval. For product B, however, the pitch is 10 minutes, so in that case two kanban are in each box. Product C has a pitch of 40 minutes, so there the kanban are located around the box. Products D and E share a production process with a 20-minute pitch and a demand ratio for product D versus product E of 2:1. Therefore, there is a kanban for product D in the first two intervals of the shift and a kanban for product E in the third interval, and so it continues in the same order.
When the leveling box is used in this way, it consistently levels demand by always working with short units of time (rather than issuing demand for a shift, day or week) and also levels demand by product within the mix (for example, by ensuring that product D and E are produced in a stable ratio and in small batches).
Obeya
Obeya is a fundamental Lean in which a physical or digital "large room" is set up to promote visual management, rapid decision-making, and cross-functional collaboration.
What is an Obeya?
In Japanese, " Obeya " literally means "large room." Within Lean (pioneered by Toyota), it has evolved into a strategic hub for project management and product development. It serves as a central location where all relevant information about a project or process is displayed visually.
Why is an Obeya important for your organization?
The main goal of an Obeya is to break down silos and accelerate the PDCA cycle (Plan-Do-Check-Act).
The benefits are:
What does an effective Obeya look like?
A successful Obeya typically includes the following visual elements:
Frequently Asked Questions About Obeya
What is the difference between an Obeya and a regular meeting room?
Unlike a standard meeting room, an Obeya is a permanent setup where data "rules" the space. The walls are covered with visual information, so participants aren’t reliant on presentations or reports but look directly at the source of the truth.
Can an Obeya also be digital?
Yes, with the rise of hybrid work, many Lean are using digital Obeya spaces (via tools like Miro or Mural), provided they adhere to the same principles of visual management and real-time updates.
Toyota executive widely known as the principal architect of the Toyota Production System (TPS). Wrote several important books on the TPS.
A way to measure how quickly materials move through a factory or an entire value stream, calculated by dividing the cost of goods by the amount of inventory present at the time.
Probably the most common method of calculating the turnover rate is by using the annual cost of goods sold (before adding overhead for selling and administrative costs) as the numerator and dividing that by the average amount of inventory present during the year. Thus:

Using the cost of goods instead of sales revenue captures one source of variation unrelated to the performance of the production system: fluctuations in sales prices due to market conditions. By assuming an annual average of inventories rather than year-end conditions, another source of variation is captured: an artificial drop in inventories at the end of the year as managers try to look good.
The turnover rate can be calculated for material flows through value streams of any length. When making comparisons, however, remember that the velocity decreases with the length of the value stream, even if performance across the entire value stream is equally 'Lean'. For example, a plant that performs only assembly operations may have a velocity of 100 or more, but if the parts suppliers that supply the assembly plant are included in the calculation, the velocity will often drop to 12 or less.
And when counting all the way from the first processing of materials - steel, glass, resin and so on - the rate often drops to four or less. This is because the cost of goods sold at the very end of the value stream does not change, while the amount of material in inventories grows steadily as we add more factories to our calculation.
Turnover rate provides a great metric for a Lean transformation when the focus shifts from the absolute rate at each plant or across the value stream to the increase in turnover rate. If turnover rate is accurately calculated using annual averages of inventory, it can even become that one number that never lies.
Turnover rate for the U.S. economy:

Although most companies measure inventory by turnover rate, the workbook Building a Lean Fulfillment Streamuses the Average Days on Hand (ADOH) indicator for this purpose. ADOH represents inventory in the form of the number of days a process can continue to operate by consuming its stored inventory. An advantage of ADOH is that it allows managers to visualize how much inventory they have in relation to the work to be done in a day. For example, if the lead time from order to delivery of a delivered item is four days, but there is an ADOH of twenty, it is clear at a glance that there is five times as much inventory as needed.
In a manufacturing environment:
Set up a machine (such as a forming press or molding machine) or a series of linked machines (an assembly line or cell) in such a way that they switch from the production of one product or part to another. This involves changing parts, dies, molds, holders, etc. (also called set-up ). The changeover time is the time that elapses between the last item from the process before the changeover and the first good item from the process after the changeover.
In a restaurant:
Arestaurant that switches from lunch to dinner. In this process, the mise-en-place, menu boards change, different ingredients are prepared and the staff receives a new briefing in advance, for example. Optimizations can also be made in this process, making that changeover faster.
In a hotel:
Cleaning the hotel room between guests. Housekeeping cleans, cleans up, changes the bed, replenishes the minibar where necessary et cetera. Again, you can think about wastage (waiting time, movements made between rooms to be changed et cetera.
At a photographer:
Changing from portrait photography to product photography. The studio is changed with a different background, different equipment, lighting is adjusted, lenses may be changed and camera settings changed. What can be prepared in advance? Are all materials in a quickly accessible place? Can things be pre-set? For example, by having a second camera set up specifically for the other purpose.
Reducing the time required to convert a process from the last part of the previous product to the first good part of the next product.
The six steps in changeover time reduction are:
Items between machining steps. Within Lean systems, standardized work-in-progress is the minimum number of parts (including units in machines) needed to keep a cell or process running smoothly.
Operational availability is the proportion of time a machine is operating properly at the time it is needed, expressed as a percentage. Utilization rate is the proportion of time within a given period (shift, day and so on) that a machine is used to make something.
Operational availability illustrates the difference between the two terms. The operational availability of the car is the percentage of time the car is operating properly when needed. Utilization is the percentage of time per day the car is actually driven.
Lean thinkers use the distinction between the two terms to illustrate a pitfall in traditional thinking about efficiency. From a Lean perspective, high utilization rates are not necessarily desirable. Whether utilization is good or bad depends on whether the equipment produces exactly what is needed (good) or overproduces (bad). In contrast, the ideal operational availability is 100 percent, because it indicates how well a machine is operating at the time it is needed.
A visual tool that displays the workload of operators in a production process in relation to the takt time. The OBC shows at a glance whether the work is evenly distributed among operators, where there is excess or insufficient capacity, and where there is room for redistribution or improvement. Also known as an operator loading diagram or Yamazumi board. Yamazumi is Japanese for “stacking,” a reference to the diagram’s stacked column structure.
Structure In an OBC, each vertical column represents a single operator. The column is constructed by stacking small blocks on top of one another, with each block representing an individual work element. The height of each block corresponds to the time that element takes. The total column height indicates how much work the operator in question performs in total. A horizontal line at the level of the cycle time immediately shows which operators are working below, at, or above the cycle time.
Application The OBC is a tool for redistributing work elements among operators, for example, when the number of operators required needs to be reduced, or when a process is redesigned following a change in the cycle time. By shifting work elements from one column to another, it is possible to calculate how the work can be distributed most efficiently, with each operator’s workload as close as possible to the takt time. This also serves as a starting point for kaizen: elements that take an excessive amount of time or do not fit well into the flow become immediately visible in the OBC.
For a more detailed process analysis that also takes cycle times and machine operations into account, the OBC is often supplemented with the Standardized Work Combination Table.
.svg)
Storage of production parts and materials as close as possible to the operations for which they are needed.
A component of total productive maintenance (TPM) that measures how effectively equipment is being used.
OEE is calculated using three elements: availability represents losses in downtime due to outages and equipment adjustments as a percentage of scheduled time. Productivity expresses losses in speed - when the process is slower than its intended speed and interruptions last a few seconds. Quality expresses losses due to downtime and repairs as a percentage of total parts processed.
To calculate OEE, these three elements are multiplied by each other:
Availability × productivity × quality = OEE
If availability is 90%, productivity is 95% and quality is 99%, the following percentage emerges:
0.90 × 0.95 × 0.99 = 84.6% OEE
OEE typically focuses on what are considered the six biggest losses: breakdowns, turnarounds, short stops, slower speed, downtime and repair work. However, some companies add other elements they consider important to their business.
Produce earlier, faster or more than the next process needs. According to Ohno, overproduction is the most serious form of waste because it encourages and masks other forms of waste, such as inventories, defects and unnecessary transportation. An example of overproduction:

Any process within a value stream that sets the pace for the entire stream. (The pacemaker process should not be confused with a bottleneck process, which holds up processes downstream due to lack of capacity.)
The pacemaker process is normally located near the customer portion of the value stream, often in the last assembly cell. However, if products are routed from an upstream process to the end in a FIFO sequence, the pacemaker may also be located in this upstream process.

A situation where a process provides pure value, as defined by the customer, without any waste.
The amount of time required in a production area to make one container of products.
The formula for pitch reads:
Branch time × pack size = pitch
For example, if the branch time (available production time per day divided by customer demand per day) is 1 minute and the package size is 20 items, then 1 minute×20 items = a 20-minute pitch.
Together with the use of a leveling box and material handling based on rhythmic removal, pitch helps determine the tact and pace of a plant or process.
Incidentally, the term pitch is also used to indicate the scope or time frame of one's work.
Plan, Do, Check, Act (PDCA)
An iterative improvement cycle based on the scientific method, in which a hypothesis regarding process improvement is formulated, tested, evaluated, and either adopted or adjusted. The cycle is also known as the Deming cycle or the Deming wheel, named after W. Edwards Deming, who popularized the concept in Japan in the 1950s. Deming built upon the earlier work of Walter Shewhart. The power of PDCA lies not in going through the steps once, but in continuously repeating them: each cycle builds upon the insights of the previous one.
The PDCA cycle consists of four stages:
Plan: Analyze the current situation, define the objective, and formulate a hypothesis: what change do we expect, and why? Also determine how the results will be measured.
Do: Implement the change, preferably on a small scale and in a controlled manner, so that the results can be reliably assessed.
Check: Compare the results with the expectations from the planning phase. Is the hypothesis correct? What has the change actually achieved?
Action: Implement the results. If the outcome is positive, adopt the change as standard practice. If not, use the insights gained as a starting point for a new cycle.
Within Lean , PDCA Lean the backbone of daily improvement and is closely linked to kaizen. Tools such as the A3 are essentially a structured application of the PDCA cycle.

Toyota follows the PDCA framework but uses modified terminology in practice. The planning phase is preceded by an explicit step of understanding the situation, often referred to as “grasp the situation” or “go see” (see also: gemba walk). This emphasizes that no plan can be made without first understanding the actual situation on the shop floor. This aligns with the broader Toyota principle of genchi genbutsu: go there and see for yourself before drawing conclusions or making decisions.

A real-world example
A production team notices that a specific part regularly causes quality issues. In the Plan phase, the team formulates a hypothesis: the cause lies in a machine setting that is not consistently checked. In the Do phase, the team tests this hypothesis by adding an extra inspection step for one week, on a small scale and for a single machine. In the Check phase, the number of rejection reports is found to have dropped significantly. In the Act phase, the inspection step is incorporated into the standardized work for all machines of that type, and the team moves on to identify the next opportunity for improvement.
Common Mistakes in PDCA
PDCA is often used as a one-time improvement project rather than an ongoing cycle, which means the Act phase is never truly completed. Another common mistake is skipping or oversimplifying the Check phase: results are not compared with the original hypothesis, leaving it unclear whether the change actually worked. Additionally, the Plan phase often lacks a clear hypothesis, causing the Do phase to turn into trial and error without a clear benchmark.
A detailed plan for each component used in a production process. This plan addresses everything relevant to managing the process without errors or waste. A crucial tool within the Toyota Production System.
A plan includes the part number, characteristics, the number used per day, the exact location where the part will be used, the ordering frequency, the supplier, the package size, the transit time from the supplier, the size and weight of the container and any other pertinent information. The goal is to precisely specify every aspect of the handling and use of each part. (Harris, Harris and Wilson 2020.)
Poka-yoke (ポカヨケ)
Japanese for "preventing errors": "poka " means an unintentional mistake or error, and "yokeru " means to avoid. Poka-yoke refers to designing processes, products, or tools in such a way that making mistakes becomes physically difficult or impossible, without relying on the attention or experience of individual employees.
The method was developed by the Japanese engineer Shigeo Shingo. The original term was baka-yoke: literally “fool-proof,” but it was replaced by poka-yoke after workers felt offended by the implication that they were foolish. The name change underscores a core idea: errors are rarely the result of human inattention, but of processes that allow or provoke errors. Poka-yoke focuses on the system, not the person.
Two functions
Poka-yoke mechanismsserve one of two functions:
Prevention makes it impossible to make a mistake. The process is physically or technically blocked until the correct action has been taken—a part will only fit in the correct orientation, and a machine will only start if all safety checks have been completed.
Detection identifies that an error has occurred and either stops the process or issues a warning, allowing for immediate action to be taken before the error proceeds to the next step.
Three mechanisms
Shingoalso identified three mechanisms through which poka-yoke is applied in practice: contact methods that respond to physical characteristics such as shape, weight, or size; counting methods that verify that the correct number of actions or parts is present; and sequencing methods that ensure steps are performed in the correct order.
Examples ofpoka-yoke
are ubiquitous inmanufacturing environments: a jig that allows a part to fit only in the correct position, a sensor that detects whether all bolts have been tightened, or a scale that checks whether all parts are present in a package. Outside the factory, the principle is just as recognizable: a SIM card with a cut-off corner that fits only one way, a washing machine that won’t start with the door open, or a car with an automatic transmission that only starts when the brake pedal is pressed.
Relationship with jidoka
Poka-yokeis one of the practical tools used to implement the principle of jidoka, or built-in quality. While jidoka describes the philosophy of preventing problems at their source, poka-yoke provides the mechanisms to achieve this without constant human supervision.
A method for maintaining machinery and equipment that is considered a precursor to total productive maintenance (TPM). This method involves regularly scheduled checks and overhauls by maintenance personnel to reduce breakdowns and extend the life of machinery.
At Lean manufacturing processes, production workers have daily responsibilities for basic preventive maintenance, such as checking oil levels, checking the condition of filters and inspecting that nuts and bolts are tight.
Identifying and closing the gap between the current and desired situation during a Lean transformation or any other process improvement effort.
In a Lean management system, everyone is involved in problem solving. Two characteristics are leading here:
A series of individual actions that must occur in a specific order to create a design, execute an order or produce a product.
Grouping activities by type rather than in the order required to design or make a product.
Traditionally, most organizations created process villages for activities ranging from shop floor grinding to office credit control. Lean organizations are trying to replace process villages with process sequences for product families whenever possible.
The illustration below shows two classifications of bicycle factories. One involves a process village, while in the other the material flow follows the process sequence.


A product and its variants that go through similar processing steps and for which common machinery is used just before delivery to the customer.
Product families are important to Lean thinkers because they provide the unit of analysis for value stream maps, which are defined from the last downstream step.
Product families can be defined from the perspective of each customer within an entire value stream, ranging from the ultimate customer (the end consumer) to intermediate customers within the production process.
An example: in a company that produces power tools, a product family could be defined as mid-size power drills that use the same frame and go through the same assembly cell as the final production step before being delivered directly to the end consumer.
A product family can also be defined as the drive motor and its variants assembled in the same cell just before delivery to the customer, in this case a manufacturer of drills.
In addition, a product family can be defined as the drive motor stator and its variants that go through the same manufacturing process just before delivery to
the customer, in this case a drive motor manufacturer.
A diagram created by Lean thinkers to identify product families.
The illustration shows how a company that owns seven product lines from the customer's perspective placed its assembly steps and machinery at the top of a product family matrix. In this way, it quickly found a common pathway for products A, B and C, for which it then created a value stream map as a product family.

A display, often a large whiteboard, placed next to a process on which actual performance can be read against planned performance.
The board in the illustration shows the performance of a process from hour to hour, showing both planned and actual production. If production does not match the schedule, the problem is noted and a cause is sought.
From a process that is regulated by pull signals and not by a pre-established schedule, the numbers required by the next process downstream in the value stream will be recorded, which may differ from the schedule during some shifts or days. The numbers required will be compared with actual production.
A production analysis board can be an important tool for visual management, especially if a company plans to move to Lean production. However, it is important to realize that a production analysis board is intended as a tool for identifying and solving problems and not, as is often mistakenly thought, as a tool for planning production. It is sometimes called a planning board or progress board , or, better, a problem-solving board.

Regulating production so that products flow smoothly and quickly to meet customer requirements.
At Toyota, the Production Planning Department grew to become the most important link in the company: it screwed up the pace of production when there was a backlog and slowed down production when it was ahead. At most mass production companies, this works differently; there, the Production Planning department is responsible for isolated tasks, such as MRP and logistics.
A disciplined method of designing a Lean manufacturing process for a new product or fundamentally revising the manufacturing process for an existing product when the design or customer demands a substantial change.
A cross-functional 3P team delves into the overall manufacturing process, developing a number of alternatives for each process step and comparing them against Lean criteria. The team then rebuilds the process using simple materials to test its assumptions before ordering the machinery or setting it up in its final configuration.
Pull production is a method for regulating production in which downstream operations communicate their needs to upstream operations. Pull production aims to prevent overproduction and is one of the three key components of a comprehensive Just-in-Time production system.
In pull production, a downstream activity (either within the same facility or in a separate facility) provides information to the previous (upstream) activity, often via a kanban map, about what part or material is needed, how much is needed, and when and where it is needed. The upstream supply process in the value stream produces something only when a need is expressed from the downstream customer process. This is the opposite of push production.
There are three main types of pull production systems:
Supermarket pull system
The most basic and most widely used type, also called fill-up, replenishment or type-A pull system. In a supermarket fill-up system, each process has a store - a supermarket - in which there is a certain amount of each product being produced. Each process produces purely to replenish what is consumed from its supermarket. The moment material is withdrawn from the supermarket by the downstream customer process in the value stream, a kanban or other type of information carrier is sent to the upstream supply process to take product. This authorizes the upstream process to replenish what has been consumed.
Each process is responsible for replenishing its supermarket. In this way, it is relatively easy to manage the shop floor and opportunities for kaizen are relatively easy to see. The disadvantage of a supermarket system is having to have inventory, which is sometimes not feasible if the number of types of parts is large.

Sequential pull system
A sequential pull system - also known as a type-B pull system - can be used when there are too many types of parts, not all of which can be stocked in a supermarket. Products are essentially made to order while minimizing inventory for the entire system.
In a sequential system, the planning department must determine the right mix and numbers of products to be produced. This can be done by placing production canban cards in a heijunka box, often at the beginning of each shift. These production instructions are sent to the first process all the way upstream in the value stream. This is often done in the form of a "sequence list," also called a sequential tablet . Each subsequent process produces purely the items it has been supplied by the previous process, always adhering to FIFO of individual products.
A sequential system creates pressure to maintain short and predictable lead times. This system is effective only if one understands the pattern of customer orders. If orders are difficult to predict, production lead times must either be very short (shorter than the order lead time) or an adequate store of finished goods must be provided.
A sequential system can only be maintained with strong management, and improving it on the shop floor can be quite challenging.

Mixed supermarket and sequential pull system
Supermarket and sequential pull systems can be used together in a mixed system - also known as a type-C pull system. A mixed system may be in place when an 80/20 rule applies, where a small percentage of part numbers (e.g., 20%) accounts for most (e.g., 80%) of the daily production volume. An analysis is often performed to segment types of parts by volume
into high (A), medium (B), low (C) and rare orders (D). Type D includes, for example, custom or service parts. For these low-demand items, a special type-D canban can be created that does not represent a specific type of part, but an amount of capacity. Then the production order for the type-D items is determined using the method used by the planning department for types of parts within the sequential pull system.
With such a mixed system, both supermarket and sequential systems can be applied selectively and reap the benefits of both systems, even in environments where demand is complex and varied. The two systems can be applied side-by-side throughout the value stream, or they can be used for a particular type of part at different locations within that number's individual value stream.
With a mixed system, it can be more difficult to keep work in balance and to identify abnormal conditions. It can also be more difficult to manage and execute kaizen. Therefore, it takes discipline to make a blended system work well. (Based on Smalley 2017.)

Producing large batches of items as quickly as possible, based on expected demand, after which those items are passed to the next process downstream or stored, regardless of the production rate of the next process. Such a system makes it virtually impossible to achieve the smooth flow of work between one process and another that characterizes Lean production.
A visual decision-making process for cross-functional product project teams that ensures common understanding of customer needs (the "voice of the customer") and team-wide consensus on the final technical specifications the product must possess to meet those customer needs.
QFD integrates the perspectives of team members from different disciplines, ensures that their efforts are focused on finding consistent solutions with measurable performance targets for the product, and implements these decisions at every level. Using QFD prevents costly duplication of effort as projects approach their launch.
An important aspect of QFD is the house of quality diagram. Using this diagram, expressed and unspoken customer needs can be visually identified, translated into actions and designs, and communicated to the entire organization. It also allows customers to prioritize their needs. Suppliers of critical components are often involved in QFD sessions early in the design process.
An engineer of a particular supplier's component sent to Toyota to work with Toyota engineers on development projects or troubleshoot problems; sometimes called a guest engineer.
Process equipment that is highly capable, easy to maintain (and therefore available for production at all times), quick to convert, easy to move, and designed to add in small amounts of capacity to enable capital and labor linearity.
Examples of right-sized tools include small washing machines, heat treatment ovens and paint booths that can be arranged in process sequence in cells to facilitate continuous flow.
According to a fixed, frequent pace, pass production instructions to work areas and remove completed products from work areas. This workflow can be used to link material flows to information flows.
In the illustration below, the material handler covers the entire route every twenty minutes. First, he retrieves production instructions (production kanban) from a leveling box. Then he delivers the kanban to a production process, where they are the starting signal to produce goods.
An example of rhythmic decline in a factory environment:

The material handler removes completed goods from the production process and takes them to the supermarket. There the handler retrieves production canban from the collection box, takes them to the leveling box, puts them in, and retrieves the next set of production canban from the appropriate column in the box, then the cycle repeats. Rhythmic removal prevents overproduction and alerts managers quickly -- in this case, within 20 minutes -- if production problems occur.
During 5S, items that are not needed are red-labeled and then removed from the shop floor or from an office.
Red labels can be attached to tools, equipment and supplies. Labeled items are placed in a storage area, where they are reviewed to see if they can serve other purposes within an establishment or company. Items for which no alternative can be found are discarded. Red labeling helps carry out the first S of 5S: separating needed and unnecessary items.
The Japanese term for "teacher. Used by Lean thinkers to designate someone who possesses a wealth of Lean knowledge thanks to years of experience in transformations of the gemba (the place where the work is actually done). The sensei must also be an inspiring teacher who is easy to understand.
Sequential pull
A pull system in which an upstream process only begins production when a downstream process requests a specific item, and in which production takes place in the exact order in which those items are requested. No inventory is held in a supermarket between process steps; the signal from the customer or the next process directly determines what is produced and when.
Sequential pull versus supermarket pull
In Lean , three types of pull systems Lean distinguished: supermarket pull, sequential pull, and mixed pull. In supermarket pull, an upstream process maintains a fixed buffer stock from which the downstream process draws; what is consumed is replenished. Sequential pull works differently: there is no intermediate inventory. The downstream process places a specific order in a specific sequence, and the upstream process produces exactly that, in that sequence.
Sequential pull is particularly well-suited when products are too diverse, too large, or too expensive to keep as buffer stock. In such cases, a supermarket would cause more problems than it solves: too many variants, too high a capital outlay, and too great a risk of obsolete or incorrect inventory.
Example: Automobile Assembly
Theclassic example is the automobile assembly line. Each car has a unique combination of color, engine, equipment, and options; it is impractical to maintain a buffer stock for every variant. Instead, each workstation sends a signal to the previous station to deliver the next part in the exact order in which the cars move down the line. The production of upstream parts, such as seats or dashboards, is coordinated with that specific order. This ensures that the exact right part is delivered at the right time, even without intermediate inventory.
Requirements Sequentialpull places high demands on the reliability of the entire system. Because there is no buffer stock to absorb disruptions, delivery times must be predictable, quality must be assured, and the order sequence must be stable enough to enable timely control of upstream processes. Where that stability is lacking, a hybrid system—combining sequential pull and supermarket pull—is often a better choice.
An agreement between a customer and a supplier to achieve certain (time-bound) targets as part of a handover. Often such an agreement specifies the time frame within which the handover must occur, and this includes a certain time buffer. For example, "Radiology agrees to a turnaround time of one hour for all requests for standard thoracic radiographs. This means that while some requests may take less than an hour, all requests for standard chest radiographs will be handled within an hour. The actual time of handover can also be specified, such as 'The cleaners will pass on requests for replenishment of supplies daily at three o'clock.'
A more complex type of agreement is "proceed until halted. Here, someone who must approve the work is informed that the work has begun (e.g., "We are checking patient X's insurance coverage") and the work continues unless that person halts it within a specified time period. (To Worth et al., 2012. p. 71.)
A method of designing products and services in which developers consider whole collections of ideas rather than a single idea. To do this, they do the following:
An engineer and consultant whose books and training made important contributions to the spread of the Toyota Production System. From about 1955 to 1980, Shingo trained supervisors and engineers at Toyota in industrial engineering methods. His classes contributed to the establishment of internal kaizen training at Toyota and also at other companies. He also made important contributions to turnaround time reduction, introduced the term Single-Minute Exchange of Die (SMED) and developed steps to analyze turnaround work, especially the distinction between internal and external work.
The Shingo Prize for Excellence in Manufacturing was established in 1988 by the College of Business at Utah State University to promote awareness of Lean manufacturing concepts and to give recognition to public and private sector companies in the United States, Canada and Mexico that have come far in their implementation of Lean.
One of three related Japanese words (shojinka, shoninka, shoryokuka) that are conceptually related but have different meanings. Shojinka means "flexible labor line" and refers to the ability to adjust a line to meet production demands with any number of workers and random changes in demand. It is also sometimes called labor linearity, after the ability of an assembly line to be balanced even at times when production volume fluctuates.
Shoninka means "labor savings. This term refers to the improvement of work procedures, machinery or equipment, which can free up whole units of labor (people) in a production line consisting of one or more workers.
Shoryokuka means "labor savings" and refers to partial improvement of manual work by adding small machines or devices to support that work. This results in a small amount of labor being saved, but does not free up an entire person, as in shoninka. (A number of shoryokuka savings added together can result in shoninka savings, however.)
A project leader, such as the chief engineer in the Toyota product development system. A Shusa is the central and ultimately responsible leader of a new development project, such as the design and production of a new car model at Toyota. This role is unique because the Shusa does not have a permanent team, but is responsible for coordinating all departments involved in the project, from engineering and production to sales and marketing.
The main characteristics of the Shusa role are:
This concept of a Shusa is fundamental to the Lean, as it ensures a strong focus on value creation, eliminating waste and successfully launching a product that meets customer requirements.
A method developed by Shigeo Shingo to reduce changeover times (the time required to switch production equipment from one product to another) to less than ten minutes. The name refers to the goal of completing a changeover in a single-digit number of minutes: one through nine minutes, hence “single minute.”
Background
Japanese engineer Shigeo Shingo developed the fundamental insights behind SMED in the 1950s and 1960s, largely based on his work at Toyota and other Japanese manufacturers. His key breakthrough was a distinction that had rarely been explicitly made until then.
Internal versus External
Shingo distinguished between two types of changeover operations:
Internal operations can only be performed when the machine is at a standstill. For example, changing a die or reconfiguring a clamping setup.
External operations can be performed while the machine is still running. For example, preparing tools, preheating a mold, or retrieving materials.
In practice, these two types of operations were often performed interchangeably, resulting in unnecessarily long machine downtime.
1. Separate: Identify all changeover operations and clearly distinguish between internal and external ones.
2. Conversion: Convert as many internal operations as possible to external ones, so that they can take place while the machine is still in production. This is the step with the greatest impact on downtime.
3. Streamlining: Optimize the remaining steps. Consider standardizing fastening methods, using preset tools, or improving ergonomics and workstation layout.
Why SMED Is Central to Lean Long changeover times have traditionally been used to justify large production batches: the longer the changeover takes, the more you produce before the next changeover. SMED undermines that logic. When changeovers are fast and inexpensive, the need for large production runs disappears. This makes it possible to produce more frequently, in smaller batches, and based on actual customer demand—a prerequisite for flow and for reducing inventory as a form of waste.

Shigeo Shingo's important insights on changeover time reduction, which he developed in the 1950s and 1960s, were that internal changeover operations - which can only be performed when a machine is idle (such as when a mold needs to be changed) - must be separated from external operations that can be performed while the machine is in operation (such as bringing the new mold to the machine). Then, as many internal changeover operations as possible should be turned into external operations. (Shingo 1985.)
Would you like to learn more about SMED (and other key Lean )? If so, we recommend our Lean Green Belt . SMED is a core component of our Lean Green Belt program.
SIPOC is an acronym for a tool used to map and define the key elements of a process. It stands for Suppliers, Inputs, Process, Outputsand Customers. It is a visual tool that helps to get a clear overview of a process even before you start analyzing the details.
The SIPOC tool is useful because it creates a shared understanding of a process and helps define the boundaries of the process.
A quality standard of only 3.4 defects per million opportunities; 99.9996% good.
Six Sigma methodologies focus on mathematical and statistical tools to improve the quality of processes that have already been mastered. Its application follows a five-step process: define, measure, analyze, improve and control (Define, Measure, Analyze, Improve, Control). This process is also often referred to as DMAIC.
Motorola coined the Six Sigma technique in 1986 as a way to achieve the company's improvement goals in manufacturing and support operations. The term refers to the number of standard deviations a point is away from the center point in a bell curve.
Many Lean thinkers apply Six Sigma techniques to solve intractable quality problems in value-adding processes that have already been mastered and where non-value-adding processes have been eliminated through total value stream analysis.
A diagram of a product's route through the various steps of a value stream. So called because the routes of products in a mass production organization often resemble a plate of spaghetti.

When standard work for leaders, also called "kaizen for management," is combined with the right leadership behaviors, it changes the role of managers: instead of being the primary problem solvers, they become the ones who develop the problem-solving abilities of their employees.
Because traditional management approaches do not foster a culture of day-to-day problem solving, this shift in the role of management is necessary to develop a new culture and support the operational changes made during a Lean transformation.
Besides planning activities that are less frequent, standard work for leaders consists of five key tools: gemba walks, reflection meetings, responding to andons, creating accountability and mentoring.
Production time lost due to planned or unplanned interruptions.
Planned downtime includes scheduled interruptions for activities such as board meetings, changeovers to manufacture other products and scheduled maintenance. Unscheduled downtime includes interruptions due to breakdowns, machine modifications, material shortages and absenteeism.
A method of solving problems on assembly lines by stopping the line at the end of the work cycle - that is, at a fixed position - if a problem has been identified that cannot be solved during the work cycle.
When an operator identifies a problem with parts, tools, material supply, safety conditions and so on, he pulls a cord or presses a button to alert the supervisor. The supervisor assesses the situation and determines if the problem can be resolved before the end of the current work cycle. If the problem can be solved, the supervisor resets the signaling system so the line does not stop. If the problem cannot be fixed within the remaining cycle time, the line is stopped at the end of the work cycle.
The fixed-position stop system was first used by Toyota to solve three problems: (1) employees were very reluctant to pull the "emergency brake" if by doing so they immediately stopped the entire line, (2) unnecessary stopping of the line
for fixing minor problems that could be fixed within one work cycle and (3) if the line was stopped mid-cycle instead of at the end, confusion automatically occurred -- plus quality and safety problems -- because tasks had to be restarted mid-cycle.
The fixed-position stopping system is a jidoka method, which aims to incorporate quality into manual processes on a conveyor belt.

A management process that aligns an organization's functions and activities both horizontally and vertically with its strategic objectives. As part of this process, a specific plan - usually an annual plan - is developed with precise objectives, actions, timelines, responsibilities and indicators.
Sample A3 shows the strategy of a director of a finance department to return his company to profitability. The Performance box in the upper left corner shows that the company has not met its revenue and EBIT targets for the past year. It also shows inventory levels, because the director considers them the biggest source of waste in the company, and they are a heavy drain on cash flow.

The word "red" in the Reflection box indicates that key improvement efforts have not borne fruit over the past year. The Analysis underneath describes the key actions to be taken to meet this year's strategic profitability target. The Action Plan on the right contains the who, what, when, where and how of the strategy. The Follow-up box contains any unresolved concerns and information on how the director will check on progress.
Strategy deployment, also known by the Japanese term hoshin kanri, can begin as a top-down process the moment an organization initiates a Lean conversion. Once key targets are formulated, however, it should become both a top-down and bottom-up process in which senior managers and project teams dialogue with each other about the resources and time both available and needed to meet the targets. This dialogue is often called catchball (or nemawashi) because ideas are bounced back and forth just like a ball.
The goal is to match available resources with desirable projects so that only projects that are desirable, important and achievable are approved. (This is intended to avoid what happens in many organizations: one launches a lot of improvement initiatives that are popular in certain parts of the organization but are not completed because there is no agreement among functions and no resources available for them.)
As an organization moves forward with its Lean transformation and gains experience with policy deployment, the process should become much more bottom-top-bottom, with each part of the organization submitting proposals to senior management to improve performance. A mature Lean organization may call this process "strategy alignment" or "policy management.
The place where a predetermined standard stock is kept to supply processes downstream in the value stream.
Supermarkets are normally located near the supply process so that that process keeps in touch with consumption and customer requirements. Each item in a supermarket has a specific location from which a material worker
engages the exact number of products required by a downstream process. When an item is removed, the material worker takes a signal to make more (such as a kanban card or empty bin) to the delivery process.
Toyota installed its first supermarket in 1953 in the machine shop of its main plant in Toyota City. Toyota director Taiichi Ohno derived the idea for
the supermarket from photographs of American supermarkets in which goods were placed on shelves in specific locations for customers to take away.

Creating awareness of branch time in parts of a production process where products cannot be delivered and removed according to the frequency of branch time. In a final assembly line, it is easy to consider branch time because the line produces products according to branch time. However, in production cells upstream in the value stream and in common processes, such as forming presses, it can be difficult to represent branch time even though it is the heartbeat of customer demand.
A branch image can often be created by taking off end products and outputting production signals according to a multiple of branch time proportional to the pack size or transfer size. A cell operating according to a takt time of
1 minute and forwarding those products by twenty units to the next link in the value stream would thus have a takt image of 20 minutes. While takt image is not as good as branch time, it still helps you figure out within a few minutes whether a process is out of sync with customer demand.
Branch time is an essential Lean that synchronizes the speed of production with the speed of customer demand. It is the available production time divided by total customer demand. The primary goal is to avoid overproduction and align production exactly with what the customer wants, when the customer wants it.
How do you calculate it?
Branch time is calculated by dividing total available work time by customer demand.
Historical background
The term "Branch Time" (derived from the German word "Takt" for a precise interval of time, such as a musical measure) was first used in the German aircraft industry in the 1930s. The concept was adopted by Toyota in the 1950s and later widely used, becoming the foundation of the Toyota Production System. Toyota recalculates the branch time for its processes on a monthly basis and adjusts it as needed to continually align production with changing customer demand.

The development and production costs that a product must not exceed in order to keep the customer satisfied with the value of the product while the producer realizes an acceptable return on investment.
Toyota developed target costing for a small group of suppliers with which it had long collaborated. Because there is no market price available when tendering by tender or auction, Toyota and its suppliers set the correct/fair cost (and price) for a delivered item by estimating how much the customer thinks the item is worth.
It then works backwards from there to eliminate costs (waste) to achieve that price, while maintaining profit margins for Toyota and the supplier.
At Toyota, an hourly paid employee who leads a team of five to eight other employees. Called hancho in Japanese.
Within the Toyota Production System, team leaders act as the front-line support for employees, who - unlike their counterparts at traditional mass producers - are the focus of improvement activities and have responsibilities in the areas of troubleshooting, quality assurance and basic preventive maintenance.
Team leaders do not take disciplinary action and do not have fixed production duties. They are familiar with all the tasks their team members perform, so they can relieve employees, fill in in case of absenteeism or step in when employees need assistance or are behind schedule. They deal with problems such as line stops and andon signals and take the lead on kaizen activities. They also conduct daily checks using audit sheets for standardized work to make sure people are following standardized work guidelines and to surface problems.
A management philosophy and set of tools for organizational change developed by Israeli physicist Dr. Eliyahu Goldratt and made famous through the book The Goal (1986) by Goldratt and Jeff Cox. TOC focuses on profit improvement by managing constraints (constraints): factors that hinder a company from achieving its goals.
The primary focus is on removing or managing constraints to improve production, while Lean focuses on identifying and eliminating waste to improve the flow of value. Both Lean and TOC focus on improving the entire system rather than individual components.
A set of techniques, first used by Denso in the Toyota Group in Japan, that ensures that each machine in a production process is always capable of performing the tasks expected of it. The word "total" refers to three things. First, it requires the total cooperation of all employees, not only maintenance personnel but also line managers, production engineers, quality experts and operators. Second, it strives for total equipment productivity by focusing on the six main forms of capacity loss that equipment faces: downtime, changeover time, short stops, speed loss, downtime, and rework. Third, it looks at the total life cycle of equipment; maintenance methods, activities and improvements are tailored to where the equipment is in its life cycle.
Unlike traditional preventive maintenance, which is performed by maintenance personnel, TPM involves operators in routine maintenance, improvement projects and simple repairs. For example, operators perform daily activities such as lubricating, cleaning, tightening and inspecting equipment.
Total Quality Control (TQC) is a management philosophy in which every employee, department and manager is responsible for continuously improving the quality of products and services. The ultimate goal is to match or exceed customer expectations.
How does it work?
TQC uses the well-known Plan-Do-Check-Act (PDCA) cycle as the basis for process management. When problems arise, statistical tools are used to identify and resolve the root cause. These methods and tools are often used during Kaizen activities and are a crucial subsystem of Lean.
Historical context
The son of Sakichi Toyoda, the founder of the Toyota Group. Under Kiichiro's leadership, Toyota entered the automotive industry in the 1930s. Kiichiro Toyoda believed he could keep the entire manufacturing process supplied if each process simply responded to the precise needs of the next process downstream in the value stream. He called this system Just-in-Time, which became one of the two pillars of the Toyota Production System.
Founder of the Toyota Group, who in the early 20th century invented a self-monitoring system for textile looms that stopped the loom if a thread broke. This innovation made it possible for one operator to control multiple machines and led to the Jidoka concept, which means "automation with human intelligence. It is one of the two pillars of the Toyota Production System.
TPS is a production system developed by the Toyota Motor Corporation to achieve the highest quality, the lowest costs, and the shortest lead times by eliminating waste. TPS consists of two pillars, Just-in-Time and Jidoka, and is often illustrated using the analogy of a house (see illustration). The TPS is maintained and improved through iterations of standardized work and kaizen and follows PDCA, or the scientific method.
The development of the TPS is attributed to Taiichi Ohno, the head of Production at Toyota in the post-World War II period. Ohno started in machining operations and from there introduced the rest of Toyota to the TPS in the 1950s and 1960s. In the 1960s and 1970s, he also introduced the system to Toyota's suppliers. Outside Japan, its spread began in earnest after the creation of the joint venture between Toyota and General Motors - NUMMI - in California in 1984.
The concepts of Just-in-Time (JIT) and Jidoka both predate the war. Sakichi Toyoda, the founder of the Toyota Group, invented the concept of Jidoka in the early 20th century by incorporating a system into his automatic looms that ensured that a loom stopped as soon as
a wire broke. This made significant quality improvements possible and freed up employees' hands to do more value-creating work than just watch machines. Eventually, this simple concept found its way into every machine, every production line and every Toyota operation.
Below is the home of the Toyota Production System:

Kiichiro Toyoda, Sakichi's son and the founder of the Toyota car business, developed the Just-in-Time concept in the 1930s. He decided that there should be no excess inventory at Toyota and that Toyota should strive to level production in cooperation with its suppliers. Under Ohno's leadership, JIT developed into a unique system of material and information flows to combat overproduction.
The TPS gained worldwide recognition as the model production system after the publication of the book The Machine that Changed the World (1990), the result of five years of research led by the Massachusetts Institute of Technology. The MIT researchers discovered that the TPS was so much more effective and efficient than traditional mass production that it represented a completely new paradigm. They introduced the term Lean manufacturing to describe this radically different approach to production.
Trade-off curves are a powerful tool for understanding the performance limits of a design. They visualize the relationship between two or more key parameters that directly affect customer needs and the choices made during the design process. A classic example is the relationship between the diameter and wall thickness of a pipe (design decisions) and the fluid pressure and velocity expected by the customer (customer needs).
A complete trade-off curve consists of the following elements:
Based on this comprehensive analysis, the design team creates an engineering check sheet. This is a compact and efficient summary of key findings, which is then used in design reviews. The goal is to find a balance between functionality and efficiency, without losing sight of quality or customer satisfaction.

Training Within Industry (TWI) is a series of training programs developed by the U.S. government during World War II. The main goal was to enable American companies to efficiently train large numbers of inexperienced employees in a short period of time to replace the millions who served in the military. The programs focused on improving the skills of supervisors and management to increase productivity and quality while reducing waste.
The TWI methodology consists of three core programs, collectively known as the "J programs.
Job Instruction:
This program trains supervisors and experienced employees in effectively instructing new employees. The goal is to teach workers how to perform their jobs with fewer errors, less downtime, less repair work, fewer accidents and less damage to tools and equipment. The method is based on a four-step plan:
1. Prepare
2. Present
3. Trying
4. Follow up
Job Methods:
This program teaches employees how to methodically improve their work. It focuses on optimizing the use of people, machines and materials to deliver more quality products in less time. This is achieved by simplifying processes and eliminating unnecessary steps.
Job Relations: This program trains supervisors in dealing effectively with human problems in the workplace. It teaches them how to gather facts, weigh them, make decisions, take action and monitor results. This promotes fair and equitable working relationships and contributes to a positive work environment.
Although TWI programs fell into oblivion in the postwar prosperity in the United States, they were welcomed with open arms in war-stricken Japan. Lower-performing companies, including Toyota, adopted the concepts and integrated them into their own production system (TPS). In particular, the Job Instruction program became the basis for the training approach of Toyota leaders worldwide.
Since the turn of the century, TWI programs have been experiencing a global resurgence. More and more organizations are seeing the value of these fundamental, practical training methods to strengthen leadership and continuous improvement in the workplace.
A method of maintaining flow between disconnected processes. Such processes may be separated, for example, because a step that takes place outside the line or plant is too expensive or bulky to move. Using a pull-FIFO technique, tsurube ensures that a standard number of parts exit and re-enter the system in sequential order. Tsurube houshiki is the Japanese term for a system for using two buckets to draw water from a well; an empty bucket goes down while a full bucket - attached to the same rope, running through a pulley - comes up.
In the example, where part of a value stream is shown, a tsurube system maintains flow between the main process and heat treatment. Every twenty minutes, a fixed number of items arrive at the heat treatment FIFO street from the FIFO street after operation 20. In addition, every twenty minutes, the same number of items are transported from the heat treatment FIFO street to the FIFO street for the next step, operation 40. The FIFO lanes
adhere to the order of items to be processed. (The solid blue arrows represent the material flow through the operations.)
Thanks to timed delivery and dispensing, managers know within 20 minutes if there are problems. To improve the system, managers should consider why heat treatment is isolated and how that step can be linked to the system. Stable production processes are a prerequisite for implementing a tsurube system to maintain flow and pull production.

A simple visual inventory management system that uses two bins per item to control the replenishment of small parts or materials without manual inventory tracking. The two-bin system is essentially a physical form of kanban: the empty bin serves as the signal.
How it works:
Thefirst bin contains the active stock used on a daily basis. The second bin contains a reserve quantity, calculated based on the item’s lead time. As soon as the first bin is empty, it is moved to a designated collection point or tagged with a kanban card to signal that it needs to be replenished. The employee switches to the second bin and continues working from it until the first bin is restocked and returned. The second bin then becomes the new active bin, and the cycle begins again.
Application and limitations:
Thesystem is ideally suited for low-cost, small items with relatively stable and predictable demand, such as fasteners, consumables, or standard parts. It aligns with the principles of just-in-time and pull: only what has actually been used is replenished.
For items with highly variable demand, long lead times, or high value, the two-bin system falls short. In such cases, more detailed kanban systems or other inventory management methods are recommended.
Instruct operators to perform more than one operation in a product flow-oriented setup (see illustration). Operators should be trained to operate different types of machines (such as benders AND crimpers AND testers) so they can guide products through cell setups (also called cross-training ).
This way of working contrasts with the typical mass production approach, where operators are stationed in separate departments - turning or grinding or milling - where they operate only one type of machine and make batches that they transfer to other processes in other departments.
An example of performing multiple operations. The operator operates different types of machines in a cell:

A training and development schedule for employees showing skills acquired and to be acquired. In the example, employees are listed in the left column and skills are shown at the top.
The shading indicates the extent to which an employee has mastered the skill in question. The dates in the blank or partially shaded boxes are targets for acquiring the required skills. This tool is especially useful for tracking the progress of employees being trained in the various skills needed to perform multiple operations.

Value Stream Improvement is a methodology that applies the scientific approach to problem solving known as the Plan-Do-Check-Act (PDCA) cycle to the entire value stream of a process. This approach combines the technical and cultural aspects essential to successfully implementing and sustaining positive change.
The PDCA cycle is translated into three distinct project phases:
This methodology not only creates tangible improvements in the value stream, but also leads to the development of a process performance management system, which lays a foundation for a culture of continuous improvement.
Someone to whom clear responsibility has been assigned for the success of a value stream. The value stream can be defined at the product or company level (including product development) or at the plant or operational level (from raw material to delivery).
The value stream manager is the architect of the value stream; he identifies value as defined from the customer's perspective and leads the effort to achieve an ever-shorter value-creating flow.
The value stream manager ensures that the organization focuses on aligning activities and resources with value creation, even if none of the resources (money, assets, people) actually "belong" to the value stream manager. Thus, value stream management involves a distinction between responsibility, which lies with the value stream manager, and control, which lies with the functions and departments that control the resources. The functions must provide the resources needed to realize the vision of the value stream as defined by the value stream manager. The value stream manager leads based on influence, not hierarchical position, and thus can be as effective in a traditional functional organization as in a matrix organization. The latter avoids a common flaw in matrix organizations: the lack of clear responsibilities, authority and effective decision-making.
The archetype of the role of the value stream manager is Toyota's chief engineer, who has only a minimum of staff and resources under him.
A simple diagram showing each step of the material and information flows required to get a product from order to delivery.
Value stream maps can be created for different points in time as a way to create awareness of improvement opportunities (see illustrations). A current state map maps the current path from order to delivery. A future state map uses the improvement opportunities identified in the current state map to achieve a higher level of performance at some point in the future.
In some cases, it may also be useful to create an ideal state map that incorporates the improvement opportunities that could be realized if all known Lean methods were applied, including right-sized tools and value stream compression.


Are you ready to get started with Value Stream Mapping? We’d be happy to help you in a dedicated Value Stream Mapping workshop ( contact us to discuss the options for your organization). Or would you rather get started on your own? Then grab a copy of the *Leren Zien* workbook. Published by the Lean Institute, it has been a staple resource for our Lean Black Belt training programs.
Value stream is also called value stream. All actions, both value-creating and non-value-creating, required to take a product from concept to launch (also known as the development value stream) or from order to delivery (also known as the operational value stream).
This includes activities to process customer information and activities to transform the product on its way to the customer.
Within the Lean, safety stock represents a buffer stock held to deal with unexpected fluctuations in demand or delivery. It is a strategic stock held to prevent production downtime or customer dissatisfaction.
In the Lean, holding inventory is considered a form of waste (Muda), as it takes up capital and space. However, safety stock may be necessary to ensure process continuity and maintain customer satisfaction. Therefore, the goal within Lean is to minimize safety stock by eliminating the root causes of variability.
Safety stock is affected by factors such as:
Within Lean , methods such as Kanban and Just-in-Time (JIT) are preferred to reduce inventory levels while increasing process stability and predictability.
The number of items that a customer (either within a facility or outside) wants packed in a container for transfer and shipment. Note: A pallet or a load board with products may consist of a number of containers.
Within Lean , "Muda" (Japanese for waste) are all activities that consume resources but do not add value to the customer. Recognizing and eliminating these is essential for efficiency and effectiveness.
Type-I muda does not create value but is unavoidable with today's technologies and production assets. An example is the inspection of welds to ensure they are safe.
Type-II muda creates no value and can be eliminated immediately. An example is a process with decoupled steps in process villages that can be quickly reconfigured into a cell in which redundant material movements and inventories are no longer needed.
Most of the activities in the value stream that truly create value in the eyes of the customer constitute only a fraction of the total number of activities. Elimination of the large number of wasteful activities is the greatest potential source of improvement in a company's performance and customer service.
Visual Management is a Lean that uses visual cues to make information immediately accessible and understandable on the shop floor. It enables teams to grasp the status of a process at a glance, without the need for complex reports or verbal explanations.
Within Lean , Visual Management is the practice of organizing a work environment where information is communicated "at a glance" (management by sight). It goes beyond simply putting up signs; it is a system that makes the standard versus the deviation immediately visible. This makes the workplace "self-explanatory" and "self-correcting."
For an effective implementation, Visual Management must answer three crucial questions:
The use of visual cues offers immediate benefits for operational excellence:
Visual management takes many forms, ranging from physical tools to digital dashboards:
Certainly not. Although it originated in manufacturing environments, it is extremely effective in offices (administrative processes), healthcare, and software development. Digital dashboards and visual project planning are good examples of this.
Visual Management is a broad strategy for providing information. Visual Control is a specific component of this strategy, aimed at limiting or guiding behavior (for example, a designated area on the floor where no more than three pallets are allowed).
Material that (and information that) resides within a value stream between processing steps.
Physical inventories are usually classified by their position in the value stream and by their purpose. Raw materials, work in progress and finished goods (also called finished goods) are terms used to indicate the position of inventory within the production process. Buffer stocks, safety stocks and supply stocks are terms used to describe the purpose of inventory. Since inventory always has both a position and a purpose (and some inventories have more than one purpose), items can be both finished goods and buffer stocks, for example. Similarly, the same items can be raw materials as well as safety stocks. Some items can even be finished goods, buffer stocks and security stocks at the same time (especially if the value stream between raw materials and finished goods is short).
The size of buffer and safety stocks will depend on the variability in demand (which determines the need for buffer stock) downstream in the value stream and on the capability of the process (which determines the need for safety stock) upstream in the value stream. According to good Lean practice, one sets the stock for a process and continuously reduces that stock whenever possible, but only after reducing downstream variability and increasing upstream capability. If one reduces inventory without addressing variability or capability, one will only disappoint the customer because the process will then fail to deliver the required products on time.
To avoid confusion, it is important to carefully define each type of stock. Below are the six types of stock:

Buffer stock
Goods held, usually on the downstream side of a facility or process, to prevent running dry in the event of an abrupt increase in short-term demand exceeding production capacity.
The terms buffer stock and safety stock are often used interchangeably, leading to confusion. There is an important difference between the two, which can be summarized as follows: buffer stock protects your customer from you (the producer) in the event of an abrupt change in demand; safety stock protects you from incompetence of your upstream processes and of your suppliers.
End products
Items that a manufacturing facility has completed and are awaiting delivery.
Raw materials
Goods in a production facility that have not yet been processed.
Safety stock
Goods held at any point (raw materials, work in progress or finished goods) to prevent downstream customers from running dry due to upstream process capability problems. Also called emergency stock.
Supply stock
Goods in conveyors on the downstream side of a plant destined for the next delivery. (Their size and frequency usually correspond to that of delivery batches.) Also called cycle stock.
Work in progress (OHW).
Items between machining steps within a manufacturing facility. In Lean systems, standardized work-in-progress represents the minimum number of parts (including units in machines) needed to keep a cell or process running smoothly.
The inherent value of a product in the eyes of the customer, reflected by its selling price and market demand.
In most products, value is created by a combination of actions by the producer, some of which produce value in the eyes of the customer and some of which are simply necessary given the current configuration of the design and production process. The goal of 'Lean Thinking' is to eliminate the second group of activities and maintain or improve the first group.
Value-creating activity
Any activity that is valuable in the eyes of the customer. A simple test to find out whether an activity and the time required for it are value-creating is to ask
whether the customer would consider a product less valuable if this activity could be omitted without affecting the product. For example, repair work and waiting time will not be readily identified as valuable by customers, but design and manufacturing steps will be.
Non-value-creating activity
Any activity that, in the eyes of the customer, adds cost but not value to a product or service.
The True North is the strategic and philosophical direction of an organization that serves as an unwavering compass. It represents the organization’s ideal state and serves as a guide for all improvements and decision-making, regardless of current circumstances.
At its core, the True North is a vision that looks beyond the short term. While the "Magnetic North" (day-to-day priorities and fluctuations) may shift, the True North remains constant. It is a unique combination of:
Without a clearly defined True North, an organization runs the risk of "improving for the sake of improving." True North provides the necessary focus:
Although every organization defines its own True North, many Lean rely on the classic Toyota pillars:
Not exactly. A vision often refers to where you’re heading (the destination), whereas True North defines how you get there (the compass). It’s more practical and directly linked to daily improvement activities on the job.
Rarely. True North’s strength lies in its stability. While the strategy for the coming year may change, the organization’s core values and ideal state often remain the same for decades.
Human actions (movements) involved in producing products. These actions can be divided into three categories:
1. Value-creating: work directly necessary for making products, such as welding, drilling and painting.
2. Ancillary work: work that operators must perform to make products but that does not create value from the customer's point of view, such as reaching for a tool or clamping a holder.
3. Waste: work that does not create value and could be omitted, such as walking to retrieve tools or parts that could be placed within easy reach.

Operator tasks in processes involving multiple operators that require the operator to interrupt the pace of work or leave the area.
This occurs, for example, when an operator must retrieve parts from storage locations or move completed items to downstream processes. These tasks should be removed from the standardized work of the operator and placed with support personnel such as material handlers and team leaders, who work outside of the branch-time-based continuous flow.
The individual steps required to complete a cycle at a workstation; the smallest unit of work that can be transferred to another person.
By breaking work into elements, waste hidden in an operator's cycle is identified and eliminated. The elements can be distributed in relation to branch time to create continuous flow. For example, in the Operator Balance Chart on page 76, the vertical blocks represent work elements.
Yamazumi is Japanese for "stack. A Yamazumi board is a visual management tool used within the Lean. It is a powerful tool for analyzing and balancing work processes in order to minimize waste (muda) and increase efficiency.
A Yamazumi board is a graphic representation of the various tasks and their corresponding time allocation within a work process. The word "Yamazumi" is Japanese for "pile" or "accumulation. The board consists of:
Each employee's task is displayed as a colored bar, with the height of the bar indicating the duration of the task. The bars are stacked on top of each other, directly showing each employee's total workload per cycle.
What is the added value?
Yokoten (横展), literally translated as "horizontal rollout," is an essential Lean focused on the rapid and broad sharing of knowledge and improvements within an organization.
Instead of letting a successful improvement stop with the team that came up with it, Yokoten ensures that this knowledge is immediately disseminated. This leads to faster organization-wide growth and avoids having to re-solve similar problems elsewhere.
A practical example:
A production team discovers that a specific valve on a machine is causing defects and improves the maintenance process. Thanks to Yokoten, this discovery is immediately shared with all other relevant teams and sites. They then proactively monitor their similar valves, preventing potential problems and increasing production reliability at each site.